Khi chế tạo các chi tiết cơ khí chịu lực nặng hoặc hoạt động trong môi trường nhiệt độ cao, nhựa kỹ thuật luôn là ưu tiên hàng đầu của giới kỹ sư cơ khí. Trong số đó, công nghệ sử dụng nhựa pc in 3d nổi lên như một giải pháp chế tạo đắc lực nhờ sở hữu độ bền cơ học vững chắc và khả năng chống chịu nhiệt độ kính hóa vượt trội. Tuy nhiên, để tạo ra một thành phẩm nhựa pc in 3d đạt độ chính xác cao và không bị biến dạng đòi hỏi kỹ thuật setup máy in và xử lý vật liệu cực kỳ khắt khe.
Nhựa polycarbonate (PC) trong in 3D là dòng nhựa kỹ thuật cao cấp nổi bật với độ bền va đập siêu việt, khả năng chịu nhiệt liên tục lên đến 140°C và độ truyền dẫn ánh sáng tự nhiên tốt, chuyên ứng dụng cho các linh kiện chịu tải cơ học nặng.
| Đặc tính kỹ thuật | Nhựa Polycarbonate (PC) | Nhựa Acrylonitrile Butadiene Styrene (ABS) |
|---|---|---|
| Độ bền kéo (Tensile Strength) | Rất cao (~60–70 MPa) | Trung bình cao (~40–45 MPa) |
| Khả năng chịu nhiệt (Glass Transition) | Lên tới 140°C–145°C | Tối đa 90°C–105°C |
| Độ chịu va đập (Impact Resistance) | Xuất sắc (chống nứt gãy tốt nhất) | Khá tốt |
| Độ co ngót nhựa (Shrinkage) | Rất lớn (~1.2% – 2.0%) | Trung bình (~0.8% – 1.2%) |
| Nhiệt độ in khuyến nghị (Nozzle) | 270°C–310°C | 230°C–250°C |
| Độ khó khi in (Bed Adhesion/Warping) | Rất khó (dễ bị nứt lớp, cong vênh) | Trung bình khó (cần bàn nhiệt nóng) |
Nhựa polycarbonate (PC) trong công nghệ in 3D là gì?
Nhựa Polycarbonate, thường được gọi tắt là nhựa PC, là một loại nhựa nhiệt dẻo kỹ thuật vô định hình chứa các liên kết nhóm cacbonat trong chuỗi cấu trúc polyme của nó. Loại nhựa này được ứng dụng rộng rãi trong đời sống thông qua các sản phẩm đòi hỏi độ bền va đập cực cao và độ truyền dẫn ánh sáng tự nhiên tốt như kính bảo hộ, kính mũ bảo hiểm, kính chống đạn và vỏ ngoài các dòng điện thoại thông minh cao cấp. Khi đưa vào công nghệ in 3D FDM dưới dạng cuộn nhựa in, nhựa PC mang toàn bộ các đặc tính vật lý vượt trội này vào mô hình, giúp sản phẩm in đạt độ cứng vững như các chi tiết gia công cơ khí truyền thống.
Khác với các nhóm nhựa phổ thông dễ in như PLA hay PETG vốn dễ bị biến dạng ở nhiệt độ thấp và chịu lực kém, nhựa PC đòi hỏi các dòng máy in FDM chuyên dụng có khả năng gia nhiệt cao. Tại xưởng in 3D thực tế của GN3D Studio, chúng tôi thường xuyên xử lý các đơn hàng nhựa PC cho các doanh nghiệp cơ khí phụ trợ nhờ hệ thống máy in buồng kín hiện đại. Bản chất vô định hình giúp nhựa PC có độ trong suốt cao, cho phép ứng dụng trong việc in các mẫu thử thấu kính, vỏ bọc đèn LED tán quang hoặc các bộ phận chứa chất lỏng cần quan sát dòng chảy bên trong.
Tại sao nhựa pc in 3d lại là vật liệu lý tưởng cho các chi tiết kỹ thuật?
Lý do khiến nhiều kỹ sư cơ khí chế tạo chỉ định nhựa pc in 3d cho các dự án linh kiện thay thế hoặc đồ gá nhà máy nằm ở các thông số cơ tính vượt trội mà khó có loại nhựa FDM thông thường nào khác so bì được.
Trước hết là khả năng chịu nhiệt độ kính hóa cực kỳ ấn tượng. Nhựa PC có nhiệt độ kính hóa (glass transition temperature) nằm trong khoảng 140°C đến 145°C. Điều này có nghĩa là các chi tiết in bằng PC có thể hoạt động liên tục trong môi trường nhiệt độ cao lên đến 120°C mà không hề bị mềm hóa hay biến dạng cấu trúc hình học. Ứng dụng thực tế của đặc tính này rất phổ biến trong ngành công nghiệp ô tô và sản xuất máy móc cơ khí nặng. Các bộ jig gá lắp ráp đặt gần khoang động cơ cần in 3D nhựa PC chịu nhiệt cao để chịu được nhiệt lượng tỏa ra từ máy móc hoạt động liên tục mà vẫn giữ nguyên dung sai định vị ban đầu của chi tiết gia công.
Thứ hai là độ cứng va đập (impact strength) vượt bậc. Nếu như nhựa ABS dễ bị giòn vỡ dưới các tác động lực mạnh đột ngột, thì cấu trúc phân tử của Polycarbonate có khả năng hấp thụ và phân tán năng lượng va đập vô cùng tốt. Các chi tiết chịu va đập thường xuyên như vỏ bảo vệ máy cầm tay công nghiệp, cánh tay robot hoạt động tần suất cao, hay các khớp nối cơ khí liên tục chịu lực kéo xoắn luôn được ưu tiên in bằng nhựa PC để tránh hiện tượng nứt gãy mỏi.
Độ bền kéo của nhựa PC FDM có thể đạt từ 60 đến 70 MPa nếu được setup thông số in đúng kỹ thuật để tối ưu hóa khả năng liên kết giữa các lớp in. Độ bền kéo này tương đương hoặc thậm chí vượt trội hơn một số chi tiết nhựa đúc phun công nghiệp thông thường, giúp các mẫu thử nghiệm (prototype) chịu tải hoạt động ổn định trong các đợt thử nghiệm hiệu năng thực tế.
Thử thách kỹ thuật khi in 3D nhựa PC và cách khắc phục tại xưởng
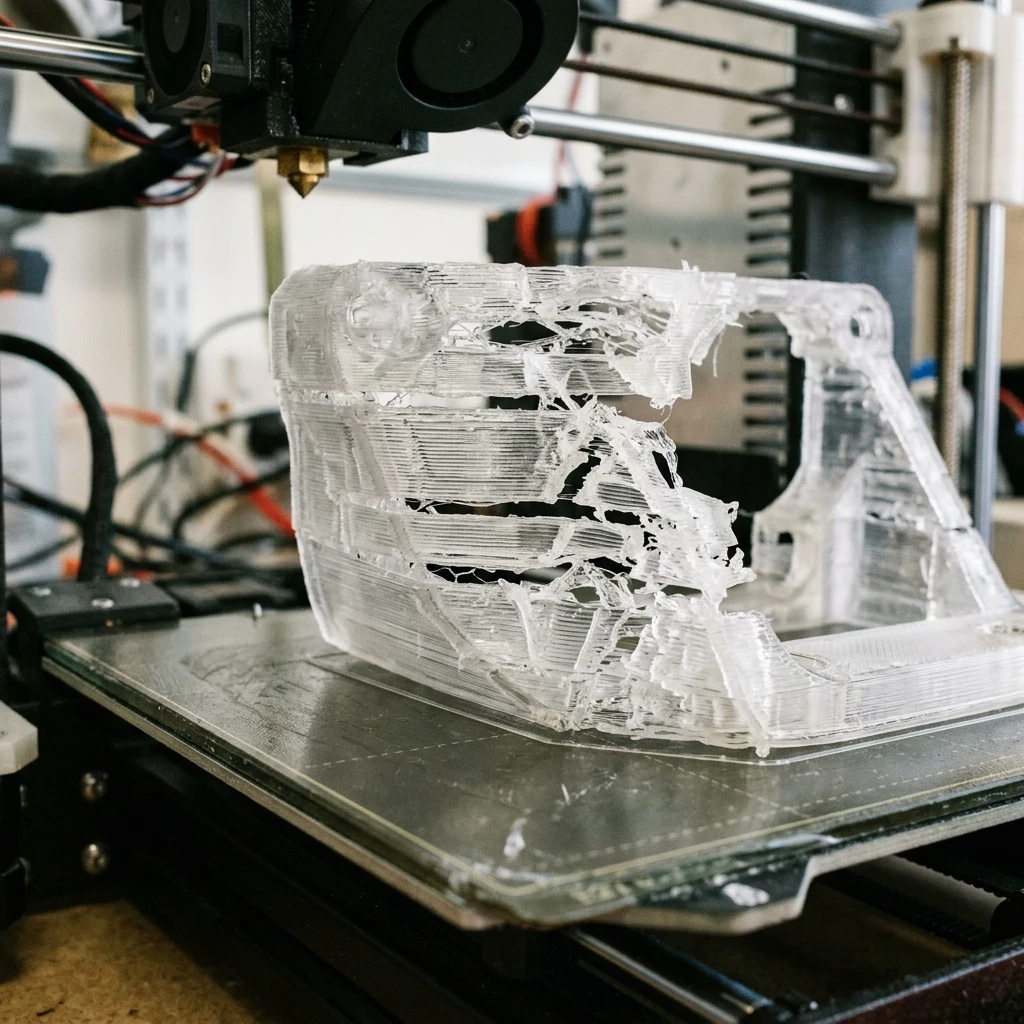
Dù sở hữu cơ tính tuyệt vời, nhựa PC lại được mệnh danh là một trong những vật liệu khó in nhất trên các máy in FDM tiêu chuẩn. Nếu không có kinh nghiệm xử lý thực chiến, tỷ lệ in thất bại do cong vênh, bong bàn hoặc nứt vỡ liên kết lớp in là rất cao.
Rào cản lớn nhất chính là độ co ngót nhựa cực kỳ cao khi nguội đi. Tỷ lệ co ngót của nhựa PC dao động từ 1.2% đến 2.0%. Khi đầu phun rải các đường nhựa nóng ở nhiệt độ 280°C lên lớp in bên dưới vốn đã nguội dần, sự chênh lệch nhiệt độ lớn sẽ tạo ra ứng suất nội bộ bên trong sản phẩm. Ứng suất này kéo các góc của mô hình co lại và cong lên khỏi bàn in, gây ra lỗi cong vênh (warping) nghiêm trọng. Đối với các chi tiết có diện tích bề mặt tiếp xúc bàn in lớn, lực kéo co ngót này thậm chí có thể lột sạch tấm PEI nhám ra khỏi bàn nhiệt hoặc gây nứt toác dọc theo các đường ranh giới lớp in.
Một rào cản khác là tính hút ẩm mạnh mẽ (hygroscopic) của hạt nhựa PC. Cuộn nhựa PC để ngoài không khí ẩm chỉ sau vài giờ sẽ hút một lượng nước đáng kể vào cấu trúc phân tử. Khi đi qua đầu phun nhiệt độ cao, lượng nước này lập tức sôi lên, giãn nở tạo thành các bọt khí nhỏ li ti bên trong đường nhựa đùn ra. Hậu quả là bề mặt sản phẩm bị rỗ, xuất hiện hiện tượng kéo sợi (stringing) chằng dịch và làm giảm tới 50% độ bền liên kết giữa các lớp in.
Để khắc phục triệt để các vấn đề này tại GN3D Studio, chúng tôi áp dụng một quy trình kiểm soát vật lý nghiêm ngặt. Trước khi đưa vào máy, mọi cuộn nhựa PC đều được đưa vào máy sấy chuyên dụng ở nhiệt độ 80°C liên tục trong 8 giờ để loại bỏ hoàn toàn hơi ẩm. Trong suốt quá trình in, cuộn nhựa tiếp tục được bảo quản trong hộp sấy chủ động để ngăn chặn ẩm xâm nhập ngược trở lại. Đặc biệt, chúng tôi sử dụng các dòng máy in buồng kín có kiểm soát nhiệt độ môi trường quanh vùng in nhằm hạ nhiệt mô hình một cách từ từ, triệt tiêu tối đa ứng suất nhiệt nội bộ.
Hướng dẫn cài đặt thông số in nhựa PC chuẩn cho máy FDM
Để in thành công vật liệu Polycarbonate, máy in FDM của bạn bắt buộc phải có phần cứng nâng cấp: đầu phun kim loại hoàn toàn (all-metal hotend) có thể chịu nhiệt trên 280°C và bàn nhiệt có thể đạt tối thiểu 100°C. Dưới đây là bảng thông số cài đặt slicer tối ưu đã được đội ngũ kỹ thuật của GN3D Studio thử nghiệm trên nhiều dòng máy in chuyên dụng.
| Thông số Slicer | Giá trị tối ưu cho nhựa PC | Mục đích kỹ thuật |
|---|---|---|
| Nhiệt độ đầu phun (Nozzle Temp) | 270°C – 300°C | Đảm bảo nóng chảy hoàn toàn, tăng độ bám dính lớp |
| Nhiệt độ bàn in (Bed Temp) | 100°C – 115°C | Giữ mô hình bám chắc vào bàn in, chống cong vênh |
| Tốc độ in (Print Speed) | 30 – 50 mm/s | In chậm để các lớp nhựa liên kết cơ học chặt chẽ hơn |
| Quạt làm mát (Cooling Fan) | 0% – 10% | Tắt quạt hoàn toàn để tránh co ngót đột ngột gây nứt lớp |
| Độ cao lớp in (Layer Height) | 0.15mm – 0.25mm | Cân bằng giữa độ mịn bề mặt và độ bền liên kết lớp |
| Bám bàn (Bed Adhesion) | Sử dụng keo Magigoo PC hoặc Brim | Tăng cường lực liên kết hóa học với tấm bàn in PEI |
Bên cạnh các thông số cơ bản, việc thiết lập khoảng cách retraction cũng cực kỳ quan trọng. Nhựa PC có xu hướng bị chảy rỉ (oozing) cao do nhiệt độ in lớn. Hãy setup khoảng cách retraction khoảng 1.0mm đến 1.5mm đối với máy đùn trực tiếp (direct drive) và 4.0mm đến 6.0mm đối với máy đùn gián tiếp (bowden) để hạn chế tối đa hiện tượng kéo sợi. Nếu mô hình có nhiều chi tiết nhô ra ngoài không trung, hãy thiết kế thêm cấu trúc hỗ trợ (support) với mật độ dày và khoảng cách Z-offset hợp lý khoảng 0.2mm để dễ dàng bóc tách sau khi hoàn thành.
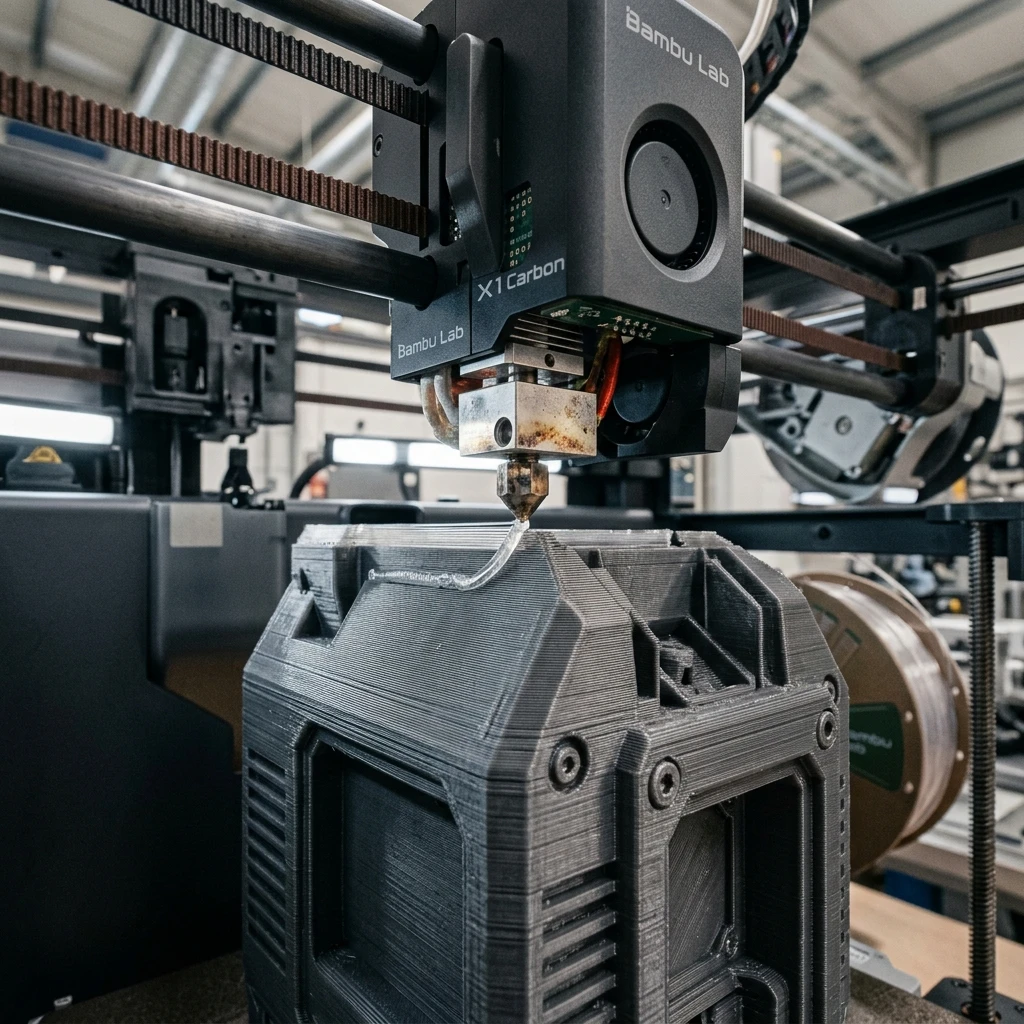
Case study thực tế: Gia công vỏ hộp cảm biến nhiệt độ động cơ bằng nhựa PC tại GN3D Studio
Cách đây một tháng, một đối tác chuyên lắp đặt hệ thống máy phát điện công nghiệp tại Bình Dương đã gửi file thiết kế STEP của vỏ hộp bảo vệ cảm biến nhiệt độ cho GN3D Studio. Yêu cầu của dự án rất khắt khe: linh kiện phải lắp trực tiếp trên thân động cơ diesel, chịu nhiệt tỏa ra liên tục khoảng 110°C, kháng dầu mỡ công nghiệp và phải chịu được rung chấn cơ học mạnh khi máy hoạt động.
Ban đầu, khách hàng đề xuất sử dụng nhựa ABS vì nghĩ rằng ABS đã đủ bền. Tuy nhiên, qua kinh nghiệm thực tế chế tạo tại xưởng, đội ngũ kỹ sư kỹ thuật nhận định: ở nhiệt độ hoạt động thường trực trên 100°C, nhựa ABS sẽ nhanh chóng bị lão hóa nhiệt, trở nên giòn và dễ nứt vỡ dưới tác động rung lắc liên tục của động cơ. Chúng tôi đã tư vấn khách hàng chuyển sang sử dụng nhựa PC kỹ thuật để đảm bảo độ bền dài hạn và hoạt động ổn định.

Quá trình gia công được triển khai trên dòng máy Bambu Lab X1C với buồng in khép kín giữ nhiệt độ buồng ở mức 60°C. Chúng tôi setup độ cao lớp in ở mức 0.2mm, mật độ infill 60% theo dạng lưới tam giác để tối ưu lực đa hướng. Kết quả bàn giao khiến khách hàng cực kỳ hài lòng: toàn bộ vỏ hộp đạt dung sai ±0.1mm chuẩn lắp ghép cơ khí, bề mặt láng mịn và không có bất kỳ vết nứt lớp nào. Qua đợt test tải chạy liên tục 72 giờ trong động cơ, linh kiện vẫn giữ nguyên dạng và bảo vệ hoàn hảo cho cảm biến bên trong.
Tại GN3D Studio, chúng tôi không chỉ in theo yêu cầu mà luôn phân tích kỹ lưỡng môi trường làm việc của sản phẩm để tư vấn loại vật liệu phù hợp nhất. Đây là lý do khách hàng luôn tin tưởng sử dụng dịch vụ in 3D kỹ thuật FDM chuyên sâu của chúng tôi cho các dự án linh kiện thay thế chịu lực.
Những lưu ý an toàn và hậu xử lý khi in 3D nhựa PC
Khi tiến hành in nhựa PC ở nhiệt độ tiệm cận 300°C, hạt nhựa nóng chảy sẽ giải phóng một lượng nhỏ các hạt siêu mịn và hợp chất hữu cơ dễ bay hơi (VOCs) có hại cho sức khỏe con người, điển hình là vết của Bisphenol A (BPA). Do đó, tuyệt đối không được đặt máy in nhựa PC trong phòng làm việc kín hoặc phòng ngủ không có thông gió. Máy in cần được trang bị màng lọc HEPA tích hợp than hoạt tính hoặc đặt trong phòng kỹ thuật có quạt hút mùi hướng ra ngoài trời.
Về khâu hậu xử lý, nhựa PC sau khi in ra rất cứng nên việc cắt gọt support bằng tay có thể gặp khó khăn và dễ để lại vết sần sùi. Kỹ sư nên sử dụng kìm cắt kỹ thuật sắc bén hoặc máy mài mini cầm tay để xử lý các vết tiếp xúc của support. Để làm sạch bề mặt và tăng độ bóng cho chi tiết nhựa PC trong suốt, bạn có thể chà nhám ướt lần lượt bằng các cấp độ giấy nhám từ 400, 800 đến 2000, sau đó đánh bóng bằng kem chuyên dụng để khôi phục lại độ truyền sáng tự nhiên của Polycarbonate.
Những câu hỏi thường gặp khi ứng dụng nhựa pc in 3d
Giải đáp nhanh các thắc mắc phổ biến của kỹ sư thiết kế và người vận hành máy in khi bắt đầu tiếp cận vật liệu Polycarbonate kỹ thuật cao.
Nhựa PC in 3D có chống nước và chịu được tia cực tím ngoài trời không?
Nhựa Polycarbonate có cấu trúc kháng nước tự nhiên tốt, có thể dùng cho các chi tiết tiếp xúc ẩm hoặc ngâm nước. Tuy nhiên, giống như ABS, nhựa PC tiêu chuẩn có khả năng kháng tia cực tím (UV) ở mức trung bình. Nếu phơi nắng ngoài trời trong thời gian dài, bề mặt nhựa PC sẽ bị ố vàng và mất đi độ trong suốt cũng như giảm dần độ bền cơ học. Đối với ứng dụng ngoài trời chịu nắng trực tiếp, nhựa ASA hoặc nhựa PC pha sợi Carbon sẽ là giải pháp thay thế phù hợp hơn.
Có thể sử dụng máy in 3D FDM phổ thông không có buồng kín để in nhựa PC không?
Về lý thuyết, nếu bạn nâng cấp đầu phun lên kim loại hoàn toàn (all-metal) để đạt nhiệt độ 270°C và bàn nhiệt đạt 100°C, bạn vẫn có thể đùn được nhựa PC trên các máy in khung hở như Creality Ender 3. Tuy nhiên, tỷ lệ in thành công các chi tiết có kích thước lớn hơn 50×50×50mm là cực kỳ thấp. Do không có buồng in giữ nhiệt, không khí lạnh bên ngoài tràn vào sẽ gây co ngót cục bộ ngay lập tức, khiến mô hình bị bong khỏi bàn in hoặc nứt vỡ lớp in. Bạn chỉ nên in các chi tiết cực kỳ nhỏ hoặc phải chế tạo thêm hộp chụp kín (enclosure) cho máy in để giữ nhiệt độ môi trường ổn định.
Làm thế nào để nhận biết cuộn nhựa PC đã bị ẩm và cách sấy lại chuẩn?
Bạn có thể dễ dàng nhận biết nhựa PC bị ẩm thông qua các dấu hiệu khi in: đầu phun phát ra tiếng nổ lách tách nhỏ do hơi nước bị hóa hơi đột ngột, bề mặt sản phẩm xuất hiện các vệt bong bóng khí li ti, đường in bị đứt quãng hoặc hiện tượng kéo sợi (stringing) xảy ra nghiêm trọng dù đã tối ưu thông số retraction. Để sấy lại, hãy đặt cuộn nhựa vào tủ sấy chuyên dụng hoặc máy sấy nhựa in 3D ở nhiệt độ 80°C–90°C trong vòng 6–8 giờ. Tuyệt đối không dùng lò vi sóng hoặc sấy ở nhiệt độ quá 100°C vì có thể làm biến dạng cuộn nhựa lõi bằng nhựa phổ thông.
Nhận tư vấn kỹ thuật và báo giá in 3D nhựa PC chuyên sâu
Tại GN3D Studio, chúng tôi chuyên in 3D FDM tập trung 100% vào việc tối ưu hóa chất lượng cho từng loại vật liệu kỹ thuật cao cấp. Nếu bạn đang cần gia công các chi tiết máy, đồ gá chịu lực hay vỏ hộp thiết bị bằng nhựa Polycarbonate chất lượng cao với dung sai ±0.1mm, hãy gửi bản vẽ thiết kế để nhận báo giá in 3D miễn phí trong vòng 5 phút từ đội ngũ kỹ sư thực chiến của chúng tôi.