Trong sản xuất công nghiệp, mỗi giờ dây chuyền ngừng hoạt động do hỏng hóc linh kiện cơ khí đều trực tiếp quy đổi thành tổn thất tài chính nặng nề. Bài toán đặt ra là làm thế nào để có ngay linh kiện thay thế khi nhà cung cấp OEM báo thời gian nhập khẩu lên tới vài tuần hoặc thậm chí vài tháng. Đây chính là lúc giải pháp sản xuất linh kiện thay thế bằng công nghệ in 3d spare part tốc độ cao khẳng định vai trò vượt trội. Với khả năng số hóa bản vẽ và chế tạo trực tiếp từ file CAD, công nghệ in 3D FDM hiện đại cho phép tái tạo các chi tiết cơ khí hỏng hóc ngay tại xưởng với độ chính xác cao và thời gian tối ưu.
In 3d spare part là quá trình chế tạo linh kiện thay thế trực tiếp từ tệp thiết kế kỹ thuật số bằng công nghệ in 3D. Giải pháp này giúp doanh nghiệp loại bỏ thời gian chờ nhập khẩu phụ tùng từ nhà sản xuất thiết bị gốc (OEM) và giảm thiểu tối đa chi phí lưu kho vật lý.
| Tiêu chí so sánh | In 3d spare part tại GN3D | Đặt hàng linh kiện OEM nhập khẩu |
|---|---|---|
| Thời gian cung ứng | 24–48h giao hàng toàn quốc | 2–6 tuần tùy thuộc thủ tục hải quan |
| Số lượng tối thiểu (MOQ) | Từ 1 chi tiết (không giới hạn tối thiểu) | Thường yêu cầu theo lô hoặc giá trị tối thiểu |
| Tùy biến kỹ thuật | Dễ dàng thay đổi kích thước, độ dày vách | Cố định theo khuôn mẫu cũ của nhà sản xuất |
| Chi phí thiết lập ban đầu | Bằng 0 (chế tạo trực tiếp từ file CAD) | Rất cao nếu phải gia công khuôn đúc mới |
| Không gian lưu kho | Lưu trữ số hóa (chỉ cần file 3D trên ổ cứng) | Phải duy trì kho bãi vật lý cho hàng nghìn mã phụ tùng |

Tại sao việc chờ đợi linh kiện OEM nhập khẩu đang ngốn hàng nghìn USD của doanh nghiệp?
Downtime (thời gian chết của máy móc) là cơn ác mộng lớn nhất của mọi quản lý vận hành nhà máy. Khi một bánh răng truyền động bị mòn vẹt, hoặc một khớp nối nhựa của hệ thống gá kẹp bị gãy nứt, toàn bộ dây chuyền sản xuất có thể phải dừng hoạt động.
Đối với các thiết bị công nghiệp nhập khẩu từ châu Âu hoặc Nhật Bản, việc đặt hàng linh kiện thay thế chính hãng thường gặp nhiều rào cản. Thời gian vận chuyển xuyên biên giới kéo dài từ vài tuần đến vài tháng là chuyện bình thường. Chưa kể, các dòng máy cũ đã qua sử dụng nhiều năm thường bị nhà sản xuất OEM ngưng hỗ trợ linh kiện thay thế (đã khai tử mã phụ tùng).
Để đối phó, nhiều doanh nghiệp chọn phương án mua tích trữ một lượng lớn phụ tùng dự phòng. Tuy nhiên, việc này làm tồn đọng vốn lưu động đáng kể và phát sinh chi phí quản lý kho bãi vật lý. Nhiều linh kiện nhựa chịu lực hoặc cao su lưu kho quá lâu trong điều kiện khí hậu nóng ẩm tại Việt Nam sẽ tự động lão hóa, suy giảm cơ tính trước khi kịp đưa vào sử dụng.
Sự xuất hiện của công nghệ in 3d spare part giúp chuyển đổi mô hình từ “lưu kho vật lý” sang “lưu kho số hóa”, giải phóng hoàn toàn dòng vốn và loại bỏ thời gian chết lãng phí.
In 3D FDM tốc độ cao giải quyết bài toán spare parts như thế nào?
Để đáp ứng các tiêu chuẩn khắt khe trong môi trường công nghiệp, công nghệ in 3D FDM (Fused Deposition Modeling) đã phát triển vượt bậc cả về tốc độ lẫn độ chính xác cơ khí.
Công nghệ FDM tốc độ cao: Rút ngắn thời gian từ thiết kế đến thành phẩm
Tại xưởng in 3D GN3D, chúng tôi ứng dụng các dòng máy in tốc độ cao thế hệ mới chạy trên firmware Klipper chuyên dụng. Các thiết bị này sở hữu hệ thống động cơ bước chính xác và khung sườn đúc nguyên khối siêu cứng vững, cho phép máy in vận hành ổn định ở tốc độ dòng nhựa đùn cao mà không gây rung lắc.
Hệ thống điều khiển rung động tự động (Input Shaping) giúp triệt tiêu hiện tượng sóng bề mặt (ghosting). Nhờ đó, thời gian sản xuất linh kiện thay thế được rút ngắn từ 60% đến 80% so với các dòng máy in FDM thế hệ cũ sử dụng thanh ren truyền thống. Một chi tiết gá kẹp phức tạp trước đây cần 12 giờ để hoàn thành nay có thể in xong chỉ trong 3 giờ, sẵn sàng cho việc lắp thử nghiệm ngay lập tức.
Dung sai kỹ thuật đạt ±0.1mm: Đảm bảo độ khít khớp cơ khí tuyệt đối
Trong cơ khí chế tạo, sai số là yếu tố quyết định sự thành bại của cụm lắp ghép. Một bánh răng in lệch 0.2mm sẽ không thể ăn khớp trơn tru, thậm chí gây mài mòn và phá hủy động cơ.
Hiểu rõ điều này, đội ngũ kỹ thuật tại GN3D áp dụng quy trình căn chỉnh Z-offset thủ công kết hợp cảm biến cân bàn tự động trên từng thiết bị. Chúng tôi tiến hành đo đạc độ co ngót nhiệt của từng loại nhựa kỹ thuật trong slicer (phần mềm cắt lớp) trước khi bấm máy in để đảm bảo thành phẩm in ra đạt mức dung sai tiêu chuẩn ±0.1mm.
Mức dung sai cơ học này hoàn toàn đáp ứng tốt các yêu cầu khớp ghép, tạo mẫu thử nhanh và vận hành thực tế của hầu hết các cơ cấu cơ khí trong nhà xưởng chế tạo máy.

Các loại nhựa kỹ thuật chuyên dụng cho in 3d spare part chịu lực và chịu nhiệt
Không có một loại nhựa nào phù hợp cho tất cả mọi ứng dụng. Tùy thuộc vào môi trường làm việc của chi tiết hỏng hóc (chịu ma sát, nhiệt độ cao, hóa chất hay lực tác động mạnh), chúng tôi sẽ tư vấn vật liệu nhựa kỹ thuật tối ưu nhất.
Nhựa PETG: Cân bằng giữa độ bền và tính kinh tế
Nhựa PETG là vật liệu thay thế hoàn hảo cho các nắp đậy bảo vệ, máng dẫn hướng và gá đỡ nhẹ trong nhà xưởng. Vật liệu này có độ bền va đập tốt hơn nhiều so với nhựa PLA thông thường, đồng thời có khả năng kháng hóa chất và kháng dầu mỡ nhẹ.
Đặc biệt, PETG có độ co ngót nhiệt rất thấp, giúp các chi tiết có kích thước lớn lên đến 300×300×300mm không bị cong vênh (warping) ở các góc trong suốt quá trình in. Đây là lựa chọn hàng đầu cho các linh kiện thay thế cần độ ổn định kích thước cao với chi phí gia công hợp lý.
Nhựa ABS và ASA: Kháng va đập mạnh và chịu thời tiết ngoài trời
Với các chi tiết lắp ngoài vỏ máy hoặc hoạt động ngoài trời, nhựa ABS và ASA là hai ứng cử viên sáng giá:
- Nhựa ABS: Sở hữu độ cứng bề mặt cao, chịu được nhiệt độ hoạt động lên tới 85°C. Tuy nhiên, ABS dễ bị nứt lớp nếu in trong buồng in không gia nhiệt. Tại GN3D, chúng tôi in ABS trong buồng kín kiểm soát nhiệt độ nghiêm ngặt để đảm bảo sự liên kết giữa các lớp in là tối ưu.
- Nhựa ASA: Là biến thể nâng cấp của ABS với khả năng kháng tia UV tuyệt đối. Linh kiện in bằng nhựa ASA sẽ không bị giòn hóa, ngả vàng hoặc mất cơ tính dưới ánh nắng mặt trời gắt sau nhiều năm hoạt động.
Nhựa Nylon (PA): Giải pháp chịu mài mòn cho bánh răng và khớp chuyển động
Đối với các bộ phận truyền động cơ học chịu ma sát liên tục như bánh răng xoắn, bạc lót trượt, ống đệm hay trục cam, nhựa PA (Nylon) là sự lựa chọn bắt buộc. Nylon có đặc tính tự bôi trơn cao, hệ số ma sát cực thấp và khả năng chống mài mòn cơ học vượt trội so với các loại nhựa kỹ thuật khác.
Tuy nhiên, Nylon là loại nhựa cực kỳ háo nước. Nếu cuộn nhựa bị ẩm, hơi nước sẽ hóa khí ở nhiệt độ phun 260°C, gây ra hiện tượng bọt khí bên trong thớ nhựa làm suy giảm 50% khả năng chịu lực của linh kiện.
Tại xưởng gia công, toàn bộ các cuộn nhựa PA trước khi đưa vào máy in tốc độ cao đều phải trải qua chu kỳ sấy khô liên tục trong 12 giờ ở nhiệt độ 80°C và được cấp nhựa trực tiếp từ hộp sấy kín trong suốt thời gian in.
Case study thực tế tại GN3D: Cứu nguy dây chuyền sản xuất bao bì nhờ in 3D bánh răng Nylon trong 24 giờ
Đầu tháng trước, một doanh nghiệp vận hành hệ thống sản xuất chế tạo nhà máy tại KCN Tân Bình gặp sự cố nghiêm trọng. Bánh răng chuyển động chính của dây chuyền đóng gói bánh kẹo nhập khẩu từ Đức bị vỡ nát do kẹt dị vật.
Nhà cung cấp OEM bên Đức báo giá linh kiện thay thế là 850 USD chưa bao gồm thuế phí vận chuyển, đồng thời thời gian giao hàng sớm nhất là 15 ngày làm việc. Việc dừng chuyền trong nửa tháng sẽ gây thiệt hại hàng chục nghìn USD tiền phạt trễ đơn hàng từ phía đối tác.
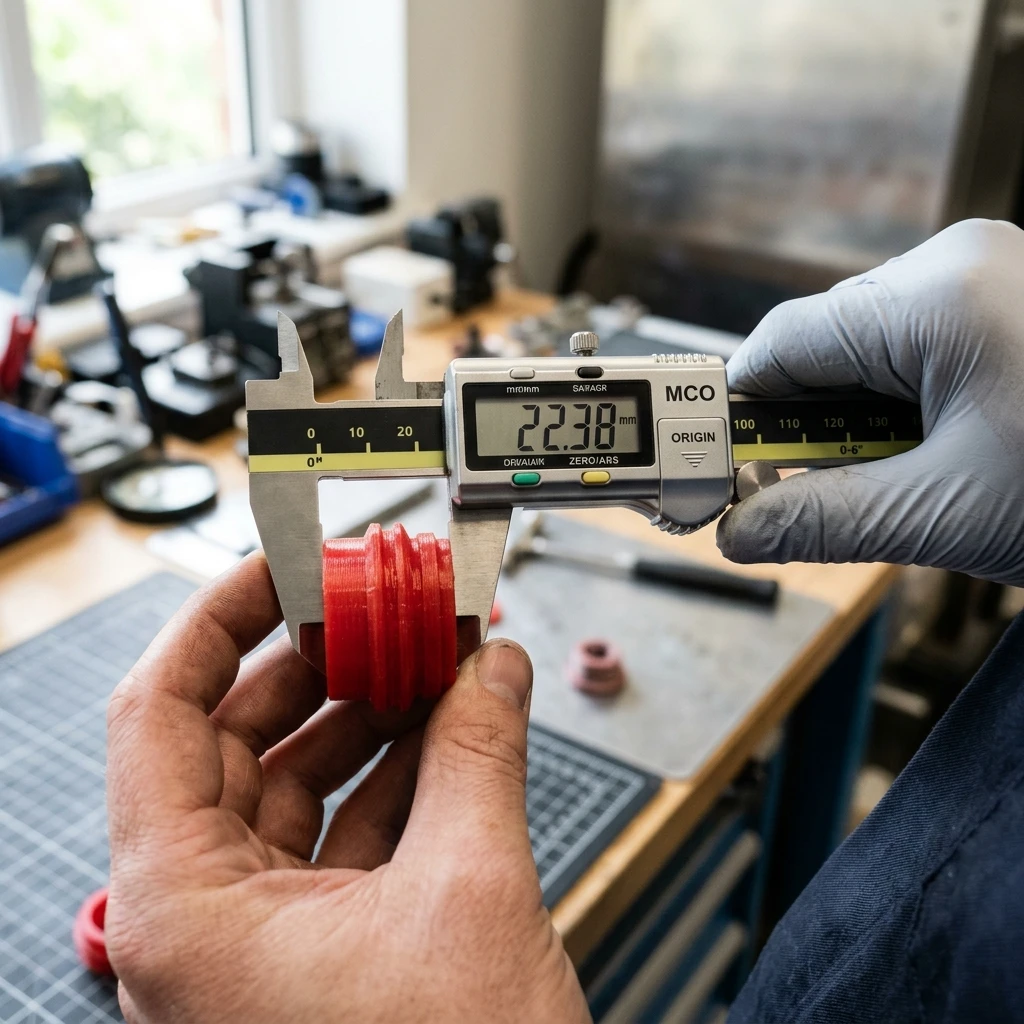
Sau khi liên hệ với GN3D, khách hàng đã gửi mẫu bánh răng vỡ trực tiếp đến xưởng của chúng tôi tại Bình Tân. Kỹ sư kỹ thuật ngay lập tức thực hiện quy trình đo vẽ kích thước bằng thước kẹp điện tử Mitutoyo có độ chính xác cao. Chúng tôi tiến hành dựng lại mô hình CAD 3D, bù trừ dung sai khe hở ăn khớp và tăng độ dày thành vách (wall thickness) từ 3 lớp lên 6 lớp in để tăng khả năng chịu mô-men xoắn.
Bánh răng thay thế được lập trình in bằng nhựa Nylon (PA) gia cường chịu lực trên máy in Bambu Lab X1C với mật độ infill đạt 80% dạng Gyroid để phân tán ứng suất đều mọi hướng. Chỉ sau 24 giờ kể từ khi nhận mẫu vỡ, chiếc bánh răng Nylon hoàn thiện đã được giao tận tay nhà máy và lắp ráp thành công vào hệ thống.
Kết quả kiểm tra sau 30 ngày vận hành liên tục cho thấy bánh răng hoạt động êm ái, không có dấu hiệu mòn vẹt răng và độ khít khớp đạt tỷ lệ hoàn hảo. Chi phí gia công chế tạo chỉ bằng một phần mười so với giá trị linh kiện nhập khẩu, giúp doanh nghiệp tiết kiệm hàng trăm triệu đồng chi phí gián đoạn sản xuất.
Quy trình thiết kế ngược và in 3d spare part từ linh kiện bị hỏng
Để biến một linh kiện nhựa bị nứt gãy thành một sản phẩm in 3D hoàn chỉnh hoạt động bền bỉ, chúng tôi tuân thủ quy trình 4 bước kỹ thuật nghiêm ngặt:
- Tiếp nhận và đo vẽ ngược (Reverse Engineering): Kỹ sư tiến hành phân tích kết cấu của linh kiện lỗi. Sử dụng thước kẹp cơ khí chính xác kết hợp máy quét 3D để quét biên dạng bề mặt đối với các chi tiết có hình học phức tạp không thể đo thủ công.
- Tối ưu hóa thiết kế CAD: Dựng lại file 3D dạng STEP trên phần mềm SolidWorks. Ở bước này, kỹ sư kỹ thuật không chỉ sao chép nguyên bản mà còn thực hiện tối ưu hóa cấu trúc (DFAM – Design for Additive Manufacturing) như thêm các góc bo tròn (fillet) tại các vị trí tập trung ứng suất lớn để ngăn ngừa đứt gãy sau này.
- Lập trình cắt lớp (Slicing): Đưa file thiết kế vào phần mềm chuyên dụng. Chúng tôi thiết lập hướng in tối ưu để thớ nhựa FDM nằm vuông góc với hướng chịu tải chính của linh kiện. Cấu hình mật độ infill từ 40% đến 80% và điều chỉnh số lượng đường chạy biên (shells) dày hơn thông thường để đảm bảo lõi chi tiết đạt độ đặc cao nhất.
- Sản xuất tốc độ cao và hậu xử lý: Tiến hành in trên máy in FDM tốc độ cao trong môi trường nhiệt độ ổn định. Sau khi in xong, linh kiện được tách support cơ học tỉ mỉ và tiến hành xử lý bề mặt bằng nhiệt nhẹ hoặc dung môi (nếu cần) để nâng cao độ bền cơ tính bề mặt.
Làm sao để tối ưu chi phí và tăng độ bền cho linh kiện in 3D?
Để có được một chi tiết cơ khí thay thế hoạt động bền bỉ với chi phí tối ưu nhất, doanh nghiệp cần lưu ý một số kinh nghiệm thiết kế thực tế sau:
- Tận dụng độ rỗng thông minh: Khác với công nghệ đúc phun nhựa bắt buộc phải làm chi tiết đặc hoàn toàn để tránh co ngót, in 3D FDM cho phép tạo ra cấu trúc xương bên trong (infill). Thay vì in đặc 100% gây tốn nhựa và thời gian, bạn chỉ cần chọn infill từ 40% đến 60% dạng Gyroid hoặc Grid là đã đủ đảm bảo độ cứng vững cho linh kiện.
- Tránh thiết kế góc vuông đột ngột: Các góc vuông 90 độ là điểm yếu chí mạng của linh kiện in FDM, nơi tập trung ứng suất kéo lớn nhất. Chỉ cần thêm các góc vát (chamfer) hoặc bo tròn (fillet) tối thiểu R2mm tại các khớp nối, bạn đã có thể tăng khả năng chịu tải của chi tiết lên gấp đôi.
- Thiết kế phẳng mặt đáy: Hãy thiết kế linh kiện có ít nhất một mặt phẳng lớn làm đế bám bàn in. Việc này giúp hạn chế tối đa việc phải tạo cấu trúc hỗ trợ (support) khi in, giúp tiết kiệm thời gian in, giảm lượng nhựa thải và đảm bảo bề mặt sản phẩm sau khi gỡ support đạt chất lượng tối ưu.
Những câu hỏi thường gặp về in 3d spare part
Doanh nghiệp thường có nhiều băn khoăn khi lần đầu ứng dụng linh kiện in 3D vào dây chuyền sản xuất thực tế. Dưới đây là các giải đáp chi tiết từ đội ngũ kỹ sư kỹ thuật.
Linh kiện thay thế in 3D FDM có độ bền tương đương với linh kiện đúc phun gốc không?
Độ bền của linh kiện in 3D phụ thuộc lớn vào vật liệu và hướng in. Do đặc thù xếp lớp của công nghệ FDM, chi tiết in 3D thường có độ bền kéo dọc theo các lớp in thấp hơn khoảng 15–20% so với phương pháp đúc phun nhựa đồng nhất. Tuy nhiên, bằng cách sử dụng các dòng nhựa kỹ thuật cao cấp như Nylon chịu lực và tối ưu hóa hướng xếp lớp trong quá trình lập trình in, linh kiện thay thế in 3D hoàn toàn có thể đạt được độ bền cơ tính tiệm cận 90% so với linh kiện gốc, đáp ứng dư sức điều kiện hoạt động tiêu chuẩn trong nhà máy.
Định dạng file thiết kế nào được hỗ trợ khi gửi yêu cầu chế tạo linh kiện tại GN3D?
Chúng tôi hỗ trợ tiếp nhận hầu hết các định dạng file thiết kế kỹ thuật phổ biến hiện nay bao gồm STEP, IGES, STL, OBJ và các bản vẽ CAD 2D dạng DXF/DWG. Trong trường hợp doanh nghiệp chưa có bản vẽ số hóa mà chỉ có linh kiện vật lý thực tế bị hỏng, bạn chỉ cần gửi mẫu trực tiếp đến xưởng in GN3D. Chúng tôi sẽ hỗ trợ quét 3D và thiết kế ngược miễn phí cho các đơn hàng gia công sản xuất linh kiện.
Khổ in tối đa của máy in 3D FDM tại GN3D là bao nhiêu?
Hệ thống máy in FDM công nghiệp tại xưởng của chúng tôi đáp ứng khổ in đơn chiếc tối đa là 400×400×400mm. Đối với những linh kiện hoặc gá kẹp cơ khí có kích thước lớn hơn, kỹ sư kỹ thuật sẽ tư vấn giải pháp chia nhỏ mô hình thành các module ghép nối thông qua các khớp cá, mộng ngàm cơ khí hoặc liên kết bằng bu-lông chịu lực để đảm bảo độ bền tổng thể của sản phẩm sau khi lắp ghép.
Nếu doanh nghiệp của bạn đang gặp sự cố dừng máy do hỏng hóc linh kiện và cần chế tạo gấp phụ tùng thay thế, hãy liên hệ ngay với GN3D để nhận báo giá in 3D miễn phí chỉ trong 5 phút. Chúng tôi cung cấp giải pháp trọn gói từ đo vẽ, thiết kế ngược đến gia công in 3D đa vật liệu chất lượng cao, giúp dây chuyền của bạn hoạt động trở lại nhanh chóng với chi phí tối ưu nhất.