Trong các ngành sản xuất phụ trợ và chế tạo máy, việc tìm kiếm một loại vật liệu vừa sở hữu trọng lượng siêu nhẹ của nhựa vừa có độ bền cứng chịu tải của kim loại luôn là bài toán hóc búa. Các chi tiết kim loại gia công cơ khí tuy rất chắc chắn nhưng lại làm tăng đáng kể tải trọng của hệ thống và đòi hỏi thời gian chế tạo kéo dài. Sự ra đời của dòng vật liệu composite gia cường sợi như nhựa carbon fiber in 3D đã mang đến một bước chuyển quan trọng, mở ra hướng đi mới giúp thay thế hiệu quả các bộ phận kim loại chịu lực trong nhà xưởng công nghiệp.
Nhựa Carbon Fiber In 3D: Sợi Nhựa Composite Siêu Nhẹ, Chịu Lực Cực Cao là một phần quan trọng trong lĩnh vực gia công chế tạo bồi đắp và thiết kế kỹ thuật, giúp tối ưu hóa chất lượng sản phẩm in 3D thực tế và nâng cao hiệu quả vận hành thiết bị cơ khí.
| Loại vật liệu | Nhiệt độ đầu phun | Tốc độ in chuẩn | Ứng dụng tiêu biểu |
|---|---|---|---|
| Nhựa PLA | 200°C–220°C | 60–100mm/s | Mô hình thẩm mỹ, sản phẩm trưng bày, khớp nối tĩnh |
| Nhựa PETG | 230°C–245°C | 50–80mm/s | Chi tiết chịu lực nhẹ, kháng hóa chất, chịu nhiệt trung bình |
| Nhựa ABS | 240°C–260°C | 40–60mm/s | Vỏ hộp kỹ thuật, linh kiện chịu nhiệt (~100°C), chịu va đập |
| Nhựa TPU | 210°C–230°C | 20–30mm/s | Gioăng cao su, đệm giảm chấn, các cấu trúc dẻo đàn hồi |
Nhựa carbon fiber (sợi carbon) in 3D: Là dòng vật liệu polymer kỹ thuật cao (như Nylon/PA, PETG, ABS) được gia cường bằng cách trộn thêm các sợi carbon cắt ngắn (chopped carbon fibers, tỷ lệ từ 10% đến 20% theo trọng lượng). Cấu trúc composite này giúp tăng cường đáng kể độ cứng dọc trục đùn, khả năng chịu ứng suất cơ học và giảm thiểu tối đa hiện tượng co ngót nhiệt khi tạo hình FDM.
| Tiêu chí so sánh | Nhựa Carbon Fiber In 3D (PA-CF/PETG-CF) | Hợp Kim Nhôm 6061 CNC |
|---|---|---|
| Khối lượng riêng (Trọng lượng) | Siêu nhẹ (Khoảng 1.15–1.35 g/cm³, chỉ bằng 45% trọng lượng của nhôm). | Nặng hơn (Khoảng 2.7 g/cm³, gây áp lực tải lớn cho các cơ cấu chuyển động nhanh). |
| Thời gian gia công đơn chiếc | Nhanh chóng (In trực tiếp từ file CAD trong 12–24 giờ, không cần lập trình gá đặt phức tạp). | Lâu hơn (Thường mất từ 3–5 ngày do phải lập trình đường dao CAM và setup máy). |
| Khả năng tạo hình rỗng / phức tạp | Rất linh hoạt (Dễ dàng in cấu trúc infill tổ ong rỗng bên trong để giảm thêm trọng lượng). | Bị giới hạn (Không thể phay rỗng hoàn toàn bên trong và bị hạn chế bởi góc thoát dao). |
| Độ bền uốn và mô-đun đàn hồi | Rất cao (Đáp ứng hoàn hảo các ứng suất nén và kéo dọc theo hướng các đường nhựa đùn). | Vượt trội hơn ở mọi hướng trục (Nhôm có tính đồng hướng vật lý tốt hơn vật liệu in FDM). |
| Chi phí sản xuất số lượng nhỏ | Tối ưu chi phí (Không hao phí phôi khối, tận dụng tối đa lượng nhựa nạp). | Chi phí ban đầu cao (Hao phí phôi cắt gọt lớn, chi phí setup dao cụ đắt đỏ). |
Nhựa carbon fiber in 3D thực chất là gì và tại sao cấu trúc composite lại siêu bền?
Để hiểu lý do tại sao vật liệu này lại sở hữu cơ tính vượt trội như vậy, trước hết cần phân tích cấu tạo vật lý của nó. Trong công nghệ in FDM, các cuộn nhựa thông thường như PLA hay PETG được cấu thành hoàn toàn từ hạt nhựa polymer nguyên chất. Mặc dù dễ in, các sản phẩm hoàn thiện từ nhựa nguyên bản thường có độ cứng đàn hồi thấp và dễ bị biến dạng khi chịu lực nén hoặc kéo lớn.
Nhựa carbon fiber giải quyết triệt để điểm yếu này bằng cấu trúc composite hai thành phần. Trong quá trình sản xuất nguyên liệu đầu vào, các sợi carbon siêu nhỏ với độ dài từ 0.05–0.1mm được băm nhỏ và phân tán đều vào trong lòng nhựa nền nóng chảy (thường là nhựa kỹ thuật PETG hoặc Nylon PA). Khi đầu đùn máy in nạp và đẩy nhựa qua vòi phun nóng, các sợi carbon cắt ngắn này sẽ tự động xếp hàng và định hướng song song với đường chạy của đầu phun.
Cơ chế gia cường này tương tự như cốt thép bên trong khối bê tông. Nhựa nền đóng vai trò là chất kết dính giữ cố định cấu trúc và phân bổ lực, trong khi các mảnh sợi carbon chịu trách nhiệm hấp thụ phần lớn ứng suất kéo dọc theo đường đùn. Kết quả là chi tiết sau in đạt được độ cứng uốn (Flexural Modulus) tăng gấp 2 đến 3 lần và độ bền kéo (Tensile Strength) tăng từ 40% đến 70% so với nhựa nền không gia cường. Điều này lý giải tại sao các kỹ sư kỹ thuật luôn ưu tiên dòng nhựa này cho các chi tiết chịu lực kéo nén liên tục.
So sánh chi tiết các loại nhựa nền carbon fiber phổ biến tại phân xưởng
Khả năng chịu nhiệt, kháng hóa chất và độ dẻo dai của chi tiết in composite không chỉ phụ thuộc vào sợi carbon gia cường mà phần lớn được quyết định bởi lớp nhựa nền polymer. Tại xưởng gia công, chúng tôi phân loại và ứng dụng ba nhóm nhựa carbon fiber phổ biến nhất tương ứng với từng điều kiện làm việc cụ thể:

Nhóm thứ nhất là nhựa PLA-CF (nền Polylactic Acid). Đây là dòng composite dễ in, hầu như không bị cong vênh và bám bàn rất tốt. Nhờ độ cứng tự nhiên của PLA kết hợp với sợi carbon, PLA-CF cho bề mặt in láng mịn và giữ dung sai kích thước chặt chẽ. Tuy nhiên, PLA-CF có nhược điểm là nhiệt độ biến dạng nhiệt thấp (chỉ khoảng 50–55°C) và tính chất giòn. Do đó, dòng nhựa này chỉ phù hợp để làm các mẫu thử nghiệm lắp ráp hình dáng hoặc đồ gá jig làm việc trong phòng máy lạnh, tuyệt đối không dùng ngoài trời hoặc gần nguồn nhiệt máy cơ khí.
Nhóm thứ hai là nhựa PETG-CF (nền Polyethylene Terephthalate Glycol). PETG-CF là vật liệu đa năng và cân bằng tốt nhất giữa độ bền uốn, độ dẻo dai chống va đập và khả năng kháng hóa chất nhẹ. Dòng nhựa này chịu được nhiệt độ làm việc liên tục lên tới 75–80°C, không bị cong vênh nhiệt và có độ bám dính lớp in rất tốt. PETG-CF là sự lựa chọn hàng đầu cho các hộp bảo vệ thiết bị điện tử, các khay chứa linh kiện cơ khí và các loại đồ gá jig chịu lực nén trung bình trên dây chuyền sản xuất.
Nhóm thứ ba là nhựa PA-CF (nền Nylon Polyamide). Đây là dòng sản phẩm cao cấp của các loại nhựa in composite FDM chuyên sâu tại xưởng. Nylon có đặc tính dẻo dai chịu mài mòn tự nhiên, khi được gia cường sợi carbon sẽ tạo ra những chi tiết cứng vững, hệ số ma sát thấp và chịu được nhiệt độ cao lên tới 150°C sau khi ủ nhiệt (annealing). PA-CF chịu được ứng suất lực va đập mạnh mà không bị nứt vỡ dọc theo thớ in. Tuy nhiên, PA-CF rất khó gia công do độ co ngót lớn và đặc biệt nhạy ẩm, yêu cầu máy in có buồng giữ nhiệt ổn định và sấy nhựa chuyên dụng liên tục.
Ứng dụng thực tế: Sợi nhựa composite siêu nhẹ thay thế kim loại trong những trường hợp nào?
Nhờ đặc tính cơ lý vượt trội cùng trọng lượng siêu nhẹ, nhựa carbon fiber đang dần thay thế nhôm và thép chế tạo trong nhiều ứng dụng công nghiệp phụ trợ. Thực tế gia công chế tạo cho thấy các nhà máy tự động hóa đang dịch chuyển mạnh mẽ sang sử dụng dòng vật liệu composite này.
Một ứng dụng điển hình là sản xuất các cơ cấu gá kẹp, đồ gá jig trên các cánh tay robot chuyển động tốc độ cao. Trong dây chuyền sản xuất tự động, mỗi gram trọng lượng trên đầu gắp robot đều ảnh hưởng trực tiếp đến quán tính và tốc độ chu kỳ. Việc thay thế gá kẹp nhôm CNC nặng nề bằng một bộ gá in từ sợi nhựa composite siêu nhẹ giúp giảm tới 60% tải trọng động. Nhờ đó, robot có thể tăng tốc độ di chuyển lên 25% mà không làm quá tải động cơ servo hay gây rung lắc hệ thống, giúp nâng cao năng suất chung của toàn nhà máy.
Ứng dụng thứ hai là chế tạo các dụng cụ cầm tay chuyên dụng cho công nhân lắp ráp đứng máy. Một bộ đồ gá vặn ốc bằng kim loại phay CNC có thể nặng tới 2kg, gây mỏi cơ và suy giảm năng suất của công nhân sau ca làm việc 8 tiếng. Khi chuyển sang in 3D nhựa PETG-CF, trọng lượng dụng cụ giảm xuống chỉ còn 800g trong khi độ cứng vững vẫn hoàn toàn đáp ứng được mô-men xoắn lớn của máy bắn vít. Độ mờ nhám tự nhiên của bề mặt composite carbon cũng giúp công nhân cầm nắm chắc tay hơn, chống trơn trượt do mồ hôi hay dầu mỡ công nghiệp.
Ngoài ra, nhờ tính chất siêu nhẹ và chịu va đập cực tốt, nhựa PA-CF còn được ứng dụng rộng rãi để in vỏ hộp bảo vệ camera giám sát nhà xưởng, cánh quạt thông gió công nghiệp chịu hóa chất, khung gầm cho các thiết bị robot tự hành AGV trong kho vận thông minh và vỏ hộp bọc cho các thiết bị đo đạc kỹ thuật cầm tay ngoài thực địa.
Quy trình kiểm soát kỹ thuật nghiêm ngặt khi in nhựa carbon fiber tại GN3D
Nhựa carbon fiber tuy mang lại cơ tính tuyệt vời nhưng lại là một trong những vật liệu khó gia công nhất trong công nghệ FDM. Nếu không có quy trình kiểm soát nhiệt độ và thiết bị chuyên dụng, sản phẩm rất dễ bị lỗi rỗng xốp bên trong, giòn nứt lớp và sai lệch kích thước lớn. Để khắc phục điều này, GN3D Studio áp dụng quy trình vận hành và kiểm soát kỹ thuật nghiêm ngặt:
Đầu tiên là bài toán chống mài mòn phần cứng. Các mảnh sợi carbon nhỏ trộn trong nhựa hoạt động như các hạt mài mòn cực mạnh. Nếu sử dụng đầu phun bằng đồng (brass nozzle) tiêu chuẩn, lỗ đầu phun đường kính 0.4mm sẽ bị mài rộng lên 0.6mm chỉ sau khi in khoảng 300g nhựa, làm hỏng hoàn toàn độ chính xác kích thước của sản phẩm. Tại GN3D, chúng tôi trang bị 100% đầu phun bằng thép tôi cứng (hardened steel nozzle) chịu mài mòn cho tất cả các máy chạy nhựa composite, giúp giữ nguyên kích thước lỗ phun đùn nhựa ổn định trong suốt hàng ngàn giờ in.
Thứ hai là việc kiểm soát độ ẩm của vật liệu. Nhựa Nylon (PA) và PETG rất dễ hút ẩm. Khi cuộn nhựa bị ẩm, nước tích tụ bên trong sẽ hóa hơi tức thì khi đi qua đầu phun nhiệt độ cao (260–300°C), tạo ra các bong bóng khí li ti làm bề mặt in bị rỗ và giảm tới 50% lực liên kết giữa các lớp in. GN3D giải quyết vấn này bằng việc sấy cuộn nhựa liên tục trong tủ sấy chuyên dụng ở nhiệt độ 80°C suốt 8–10 tiếng trước khi đưa vào máy in. Trong suốt quá trình in, cuộn nhựa tiếp tục được giữ trong hộp kín chống ẩm chuyên dụng chứa hạt hút ẩm hoạt tính.
Thứ ba là việc tinh chỉnh profile in và kiểm soát nhiệt độ buồng in. Đối với nhựa PA-CF, chúng tôi cài đặt nhiệt độ đầu phun đạt mức 285°C và duy trì nhiệt độ bàn in ở mức 90°C. Máy in được vận hành trong buồng kín nhiệt độ cao được kiểm soát bằng cảm biến thông minh để tránh hiện tượng co ngót nhiệt đột ngột gây nứt lớp. Sự kết hợp giữa quy trình chuẩn hóa và dịch vụ in 3D kỹ thuật FDM của chúng tôi giúp các sản phẩm carbon fiber xuất xưởng luôn đạt độ bền cơ học tối ưu.
Case study thực tế: Gia công đồ gá kiểm thử chịu lực cho dây chuyền sản xuất Bình Tân
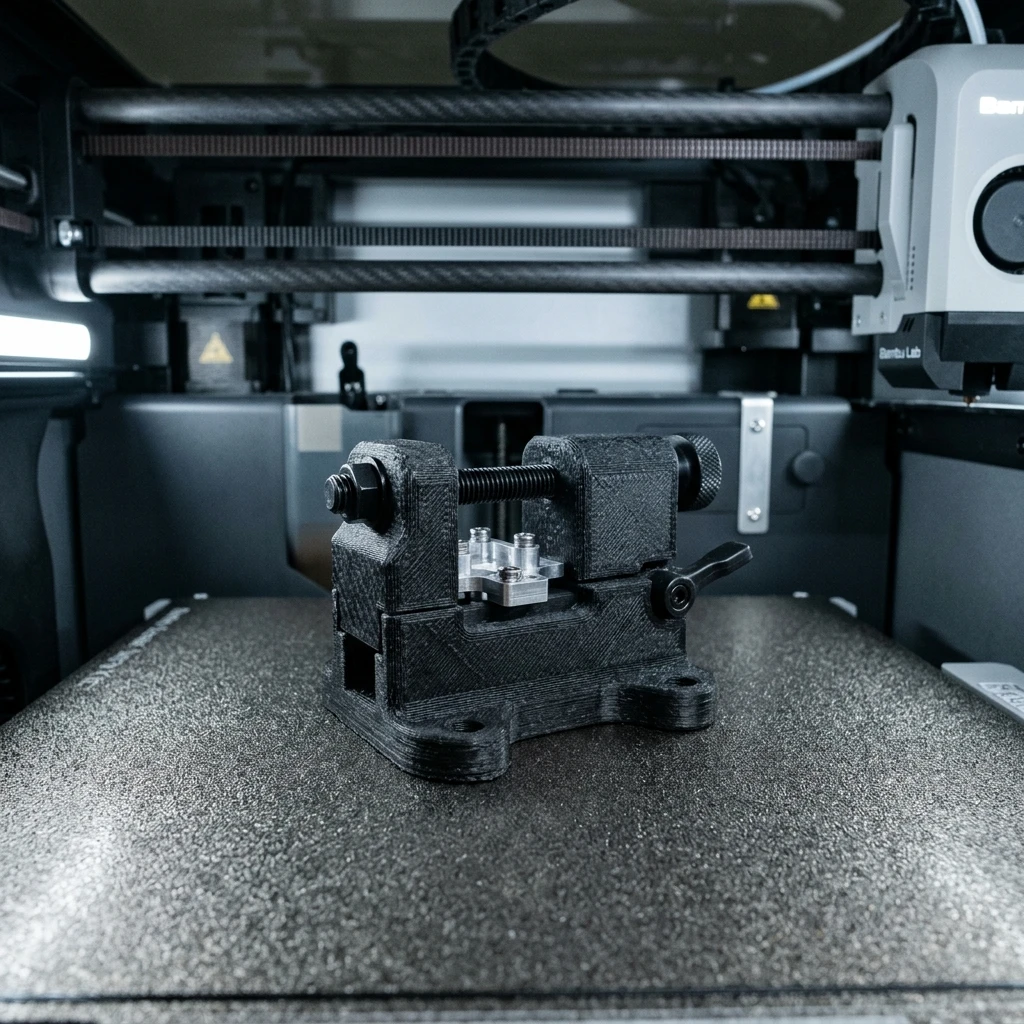
Để minh chứng rõ nét cho năng lực chế tạo composite, hãy cùng nhìn vào một dự án thực tế tại xưởng in 3D GN3D Bình Tân (tọa lạc tại 142 Liên Khu 5-6, Bình Tân, TP.HCM). Khách hàng của chúng tôi là một nhà máy lắp ráp linh kiện điện tử lớn yêu cầu chế tạo một bộ jig đồ gá định vị để kiểm tra độ bền phím bấm cơ học trên thiết bị thông minh. Yêu cầu kỹ thuật đặt ra rất ngặt nghèo: bộ gá phải chịu được chu kỳ nhấn ép liên tục 50.000 lần với lực ép 80N, đồng thời dung sai vị trí các chốt định vị không được vượt quá ±0.1mm để tránh làm lệch cảm biến đo.
Phương án ban đầu của bộ phận cơ điện nhà máy là phay CNC bộ gá này từ thép CT3 để đảm bảo độ bền cứng vững. Tuy nhiên, thời gian nhận hàng phay cơ khí lên tới 6 ngày và chi phí gia công cho 5 bộ đồ gá lên tới 7.500.000 VNĐ. Sau khi xem xét bản vẽ CAD định dạng STEP, các kỹ sư kỹ thuật đã đề xuất chuyển sang giải pháp in 3D FDM bằng vật liệu PETG gia cường sợi carbon (PETG-CF) trên hệ máy Bambu Lab X1-Carbon chuyên dụng.
Bằng việc tối ưu hóa hướng in nằm ngang để các đường thớ nhựa chịu ứng suất uốn tốt hơn và thiết lập mật độ infill dạng Gyroid 40% kết hợp 6 đường viền thành ngoài (wall loops), GN3D đã hoàn thành chế tạo 5 bộ đồ gá này chỉ trong vòng 18 giờ. Chi phí sản xuất giảm xuống chỉ còn 2.200.000 VNĐ cho toàn bộ lô hàng – tiết kiệm hơn 70% ngân sách cho đối tác. Quan trọng hơn, qua kiểm thử thực tế trên dây chuyền lắp ráp tại Bình Tân, bộ gá PETG-CF đã vượt qua mốc 50.000 chu kỳ nhấn ép mà không xuất hiện bất kỳ vết nứt vỡ hay biến dạng hình học nào, đồng thời dung sai lắp ghép được giữ vững ở mức ±0.1mm hoàn hảo.
Bí quyết thiết kế tối ưu cơ tính và tiết kiệm chi phí khi in nhựa carbon fiber
Gia công in 3D FDM nhựa composite đòi hỏi tư duy thiết kế hoàn toàn khác so với gia công cắt gọt CNC kim loại. Để thu được một chi tiết vừa bền bỉ vừa tối ưu hóa được chi phí vật liệu đắt đỏ của carbon fiber, kỹ sư thiết kế cần áp dụng các nguyên tắc cốt lõi sau:
Nguyên tắc thứ nhất là chọn hướng đặt chi tiết trên bàn in. Do liên kết giữa các lớp in dọc trục Z luôn yếu hơn độ bền kéo của chính đường nhựa đùn trên trục X-Y, bạn phải thiết lập hướng đặt chi tiết sao cho ứng suất chịu tải lớn nhất tác động song song với mặt phẳng in. Tuyệt đối tránh thiết kế các chi tiết chịu lực kéo căng hoặc uốn cong hướng dọc theo trục Z của máy in, vì chúng sẽ dễ dàng bị tách lớp chỉ ở mức tải trọng nhỏ.
Nguyên tắc thứ hai là tối ưu hóa độ dày thành vách thay vì tăng mật độ infill quá cao. Rất nhiều người vận hành có thói quen in đặc 100% khi cần tăng độ cứng vững cho sản phẩm. Tuy nhiên, với nhựa carbon fiber, cơ tính chịu lực kéo uốn chủ yếu được quyết định bởi số đường viền thành ngoài (wall loops). Việc tăng số đường viền thành từ 3 lên 5 hoặc 6 đường viền sẽ mang lại hiệu quả gia tăng mô-men kháng uốn cao gấp nhiều lần so với việc tăng mật độ infill từ 40% lên 90%, đồng thời giúp tiết kiệm tới 45% lượng nhựa tiêu thụ và giảm một nửa thời gian chạy máy.
Nguyên tắc thứ ba là hạn chế tối đa góc nhọn và góc vát vuông đột ngột. Các góc vuông 90 độ là nơi tập trung ứng suất rất lớn, dễ bị xé nứt khi chịu tải va đập. Hãy luôn thiết kế các góc bo tròn (fillet) hoặc vát nghiêng (chamfer) với bán kính tối thiểu 2mm để phân bổ ứng suất đều hơn. Ngoài ra, việc vát nghiêng các cạnh dưới 45 độ so với bàn in cũng giúp loại bỏ hoàn toàn cấu trúc support hỗ trợ, từ đó tiết kiệm vật liệu in và thời gian hậu xử lý bavia bề mặt.
Nếu bạn chưa chắc chắn về cách tối ưu hóa bản vẽ thiết kế CAD của mình để đạt hiệu năng cơ lý tối ưu, hãy liên hệ trực tiếp với các chuyên gia kỹ thuật để nhận dịch vụ tư vấn kỹ thuật và gửi yêu cầu nhận báo giá in 3D miễn phí trong vòng 5 phút. Chúng tôi sẽ phân tích file in và đề xuất phương án tối ưu hóa hoàn toàn miễn phí cho bạn.
Câu hỏi thường gặp về nhựa carbon fiber in 3D
Dưới đây là một số giải đáp nhanh từ các kỹ sư giàu kinh nghiệm tại GN3D dành cho những thắc mắc phổ biến nhất của khách hàng khi lựa chọn nhựa composite gia cường sợi carbon.
Đầu phun đồng tiêu chuẩn của máy in 3D có thể in được nhựa carbon fiber không?
Về lý thuyết, đầu phun đồng có thể in được nhựa carbon fiber trong vài chục gram đầu tiên, nhưng sợi carbon cắt nhỏ siêu cứng sẽ nhanh chóng mài mòn lỗ đầu phun. Chỉ sau khi chạy một phần nhỏ của cuộn nhựa, đường kính lỗ phun 0.4mm sẽ bị khoét rộng và méo mó, dẫn đến hiện tượng đùn nhựa không đều, thiếu nhựa (under-extrusion) và hỏng hoàn toàn bề mặt sản phẩm. Để gia công vật liệu này, bắt buộc phải nâng cấp lên đầu phun thép tôi cứng (hardened steel nozzle) hoặc đầu phun đá quý.
Nhựa carbon fiber nền Nylon (PA-CF) có bị thấm nước và làm giảm độ bền không?
Có. Nhựa Nylon (PA) là loại vật liệu có đặc tính hút ẩm rất mạnh. Sau khi in xong, chi tiết PA-CF sẽ hấp thụ hơi ẩm từ không khí cho đến khi đạt trạng thái cân bằng. Quá trình hút ẩm này làm tăng độ dẻo dai chống va đập của chi tiết nhưng lại làm giảm nhẹ độ cứng uốn (khoảng 15% đến 20%). Nếu chi tiết làm việc trong môi trường ngập nước hoặc hóa chất lỏng liên tục, bạn nên chuyển sang sử dụng nhựa nền PETG-CF vì PETG có khả năng kháng ẩm tốt hơn nhiều so với Nylon.
Sản phẩm in từ nhựa carbon fiber có chịu được nhiệt độ cao ngoài trời nắng kính lái ô tô không?
Khả năng chịu nhiệt hoàn toàn phụ thuộc vào loại nhựa nền được chọn. Nhựa PLA-CF sẽ bị mềm và biến dạng chỉ ở mức nhiệt 50–55°C, do đó hoàn toàn không thể sử dụng dưới kính lái ô tô (nhiệt độ có thể lên tới 65–70°C vào mùa hè). Tuy nhiên, nhựa PETG-CF (chịu nhiệt tới 75–80°C) và đặc biệt là nhựa PA-CF (chịu nhiệt lên tới 150°C sau khi ủ nhiệt) hoàn toàn có thể hoạt động bền bỉ ngoài trời nắng nóng hoặc trong các khoang động cơ máy móc công nghiệp mà không lo biến dạng.
Tại sao sản phẩm in carbon fiber của tôi lại dễ bị gãy dọc theo đường thớ lớp in?
Hiện tượng này gọi là lỗi nứt lớp dọc (layer delamination). Nguyên nhân chủ yếu là do thiết lập hướng in sai hoặc nhiệt độ đầu phun chưa đủ cao để các mạch polymer của lớp mới nóng chảy hoàn toàn và hòa quyện vào lớp cũ. Sợi carbon cắt ngắn đan xen cũng làm giảm nhẹ diện tích tiếp xúc trực tiếp giữa hai lớp polymer nền. Để khắc phục, bạn cần tăng nhiệt độ in thêm 5–10°C, giảm tốc độ quạt gió làm mát (cooling fan) xuống mức tối thiểu (hoặc tắt hẳn đối với PA-CF) và tăng độ dày thành vách để tăng cường liên kết vách ngoài.
Nhận tư vấn gia công và báo giá in 3D nhựa carbon fiber
Gia công nhựa composite carbon yêu cầu sự thấu hiểu sâu sắc về thông số slicer và độ ổn định của thiết bị. Tại GN3D Studio, chúng tôi cam kết mang đến những sản phẩm đạt tiêu chuẩn cơ tính khắt khe của ngành chế tạo. Với quy trình sấy nhựa khô tuyệt đối, hệ thống đầu phun thép tôi chuyên dụng trên máy Bambu Lab hiện đại và dung sai kiểm soát chặt chẽ trong mức ±0.1mm, chúng tôi tự tin hiện thực hóa các ý tưởng cơ khí phức tạp của bạn.
Hãy gửi file bản vẽ CAD (STEP/STL) cho chúng tôi qua Zalo hoặc form trực tuyến để nhận báo giá nhanh chóng trong vòng 5 phút. Đội ngũ kỹ sư tại Bình Tân luôn sẵn sàng hỗ trợ kiểm tra và tối ưu hóa file thiết kế in hoàn toàn miễn phí cho dự án của bạn.