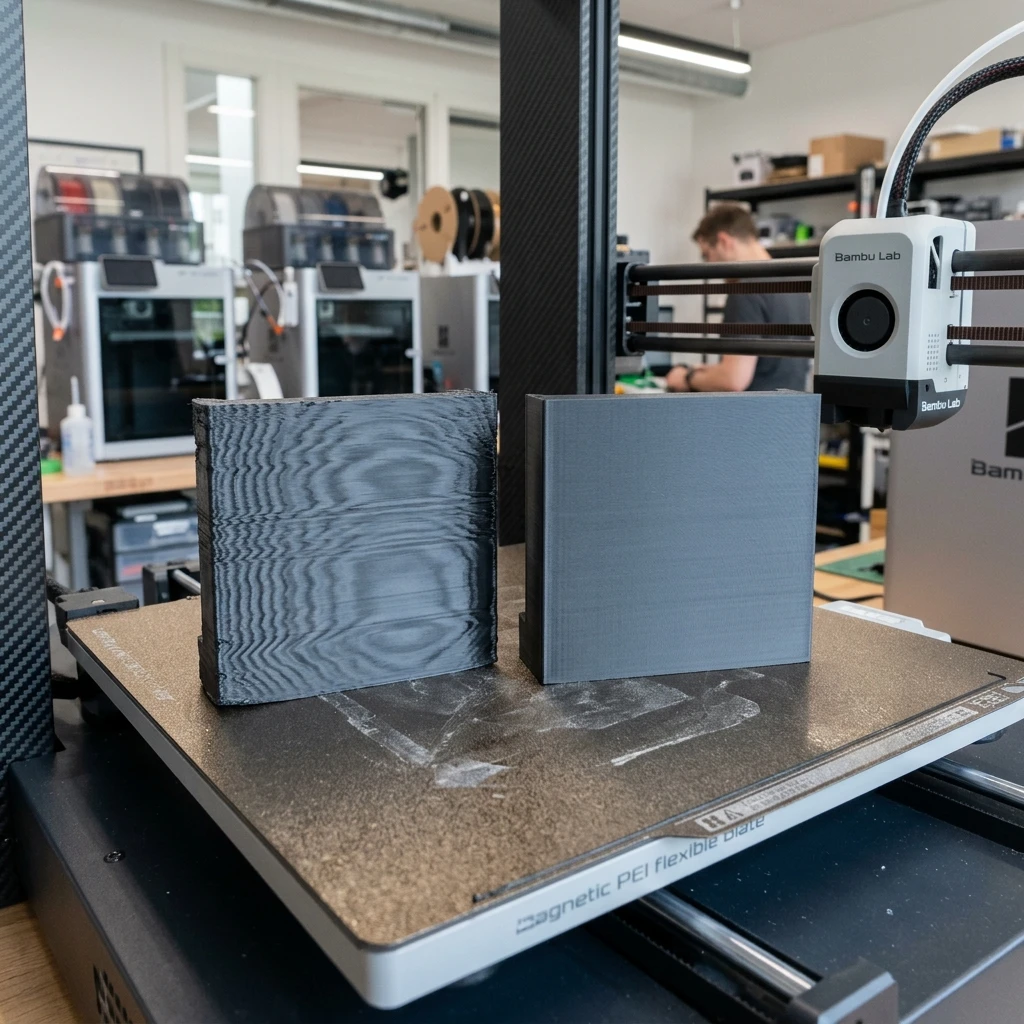
Khi xu hướng in 3D siêu tốc bùng nổ với sự xuất hiện của các dòng máy in thế hệ mới như Bambu Lab P1S, X1C hay các hệ máy chạy firmware Klipper tự chế, người dùng không còn hài lòng với tốc độ in rùa bò 50mm/s truyền thống. Tuy nhiên, khi bạn đẩy tốc độ in lên 250mm/s hoặc gia tốc vượt ngưỡng 5000mm/s², bề mặt mẫu in lập tức xuất hiện các vết gợn sóng xấu xí và các góc vuông bị phình to thô kệch. Đây là lúc bộ đôi công nghệ input shaping và pressure advance bước lên sân khấu như một giải pháp cứu cánh giúp triệt tiêu rung động cơ học và kiểm soát dòng chảy nhựa.
Input Shaping và Pressure Advance là hai thuật toán phần mềm cốt lõi giúp máy in 3D FDM giữ vững dung sai ±0.1mm và chất lượng bề mặt láng mịn khi vận hành ở tốc độ cao (250–500mm/s) và gia tốc lớn (10000–20000mm/s²).
| Tính chất so sánh | Input Shaping | Pressure Advance |
|---|---|---|
| Vấn đề giải quyết | Rung động cơ học của khung máy (Ghosting, Ringing) | Áp suất nhựa dư thừa trong đầu phun (Bulging Corners) |
| Đối tượng tác động | Hệ thống chuyển động cơ khí trục X và Y | Hệ thống đùn nhựa (Extruder và Hotend) |
| Nguyên lý cốt lõi | Lọc tần số rung động bằng xung chuyển động ngược pha | Chủ động bù trừ tốc độ đùn nhựa dựa trên gia tốc |
| Thiết bị đo lường | Cảm biến gia tốc ADXL345 hoặc in tháp rung động | In tháp thử nghiệm hoặc phương pháp in đường thẳng |
| Ảnh hưởng vật liệu | Không phụ thuộc vào vật liệu nhựa in | Phụ thuộc chặt chẽ vào độ đàn hồi của từng loại nhựa |
Để hiểu rõ cách hai công nghệ này phối hợp vận hành tại các xưởng in chuyên nghiệp, chúng ta cần mổ xẻ từng vấn đề kỹ thuật từ cấp độ cơ khí chuyển động đến động học dòng chảy polymer nóng chảy.
Tại sao máy in 3D bị giới hạn tốc độ? Kẻ thù mang tên Rung động và Áp suất nhựa
Trong kỹ thuật in FDM, đầu in (print head) và bàn in (print bed) luôn có một khối lượng nhất định. Khi máy vận hành ở tốc độ cao và gia tốc lớn, việc thay đổi hướng di chuyển đột ngột sẽ tạo ra quán tính cực lớn. Quán tính này tác động lên khung máy in, dây đai truyền động GT2 và các trục dẫn hướng, gây ra hiện tượng cộng hưởng cơ học (mechanical resonance). Khung máy lúc này rung động tương tự như một chiếc âm thoa bị gõ mạnh. Rung động cơ học này truyền trực tiếp lên đầu phun đang đùn nhựa nóng chảy, để lại các vệt sóng song song dọc theo các chi tiết bề mặt mẫu in. Hiện tượng này gọi là lỗi gợn sóng (ghosting hoặc ringing).
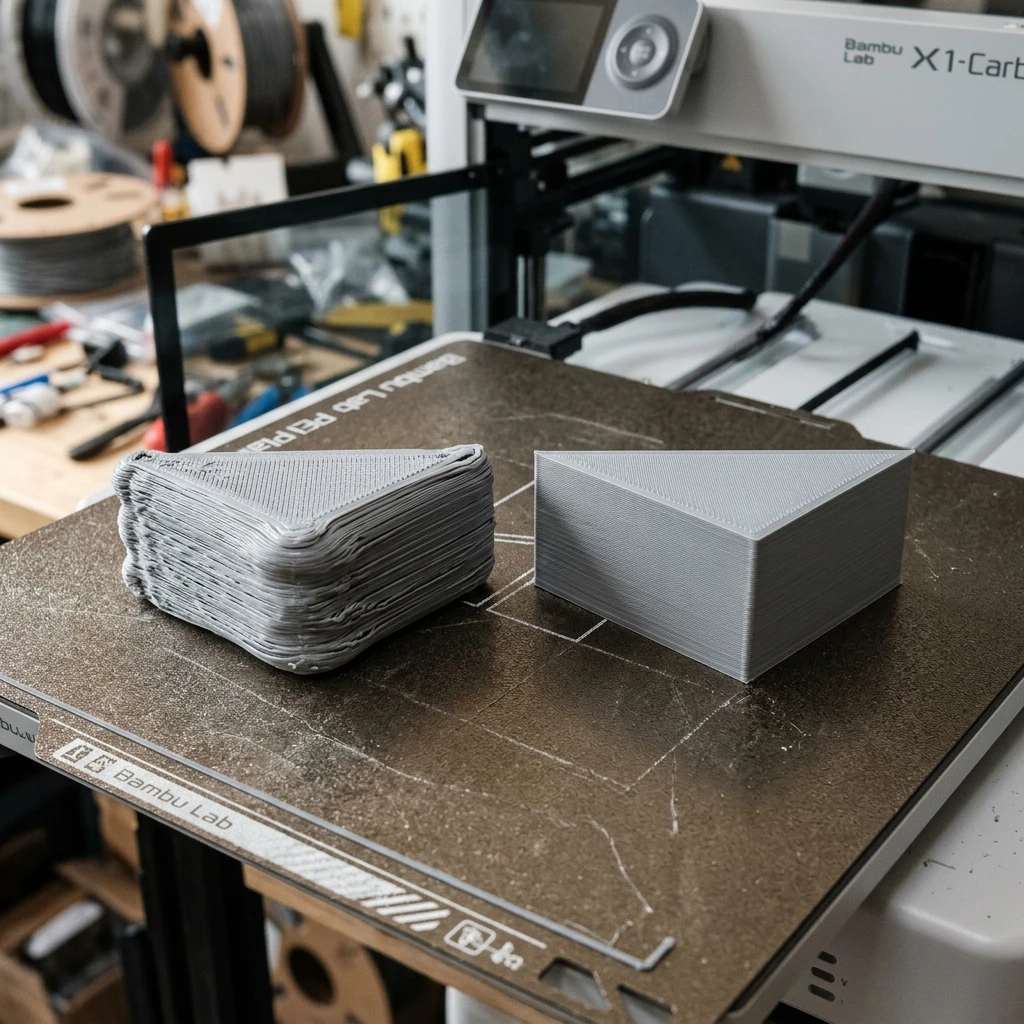
Song song với rung động cơ học là bài toán động học dòng chảy bên trong đầu phun. Nhựa in 3D khi hóa lỏng ở nhiệt độ cao (ví dụ nhựa PLA ở 200°C) không hoạt động như nước mà là một chất lỏng phi Newton có tính nhớt đàn hồi (viscoelastic). Khi động cơ đùn (extruder) tăng tốc đột ngột để bắt đầu một đường in mới, áp suất nhựa bên trong đầu phun không thể tăng lên tức thì do độ co giãn của nhựa và không gian trống trong đầu phun. Kết quả là đoạn đầu của đường in bị thiếu nhựa (under-extrusion). Ngược lại, khi đầu phun giảm tốc độ để chuẩn bị rẽ góc vuông, áp suất tích tụ bên trong hotend vẫn tiếp tục đẩy nhựa ra ngoài kiểm soát, dẫn đến góc vuông bị phình to (bulging corners) và bề mặt góc bị sần sùi.
Nếu không có các thuật toán can thiệp, việc tăng tốc độ in sẽ phá hỏng hoàn toàn độ chính xác hình học của chi tiết in. Các khớp nối cơ khí không thể lắp ghép được do góc phình to, và độ bền cơ lý của mẫu in bị suy giảm nghiêm trọng do dòng nhựa phân bổ không đồng đều.
Input Shaping là gì? Bộ lọc triệt tiêu rung động cơ học
Thuật toán input shaping là một kỹ thuật điều khiển vòng hở (open-loop control technique) được tích hợp sâu trong klipper firmware và các hệ điều hành máy in hiện đại. Thay vì để động cơ bước di chuyển đầu in theo một đường thẳng tắp với gia tốc không đổi, thuật toán này sẽ phân tích lệnh di chuyển và chủ động chèn thêm các xung chuyển động phụ có tần số ngược pha với tần số rung động tự nhiên của máy in.
Hãy tưởng tượng bạn đang đẩy một đứa trẻ trên xích đu. Nếu bạn đẩy đúng nhịp, xích đu sẽ bay cao hơn (cộng hưởng). Nhưng nếu bạn đẩy một lực ngược lại khi xích đu đang lao về phía bạn, dao động sẽ lập tức bị triệt tiêu. Input shaping hoạt động chính xác theo nguyên lý đó: nó tạo ra một chuyển động bù trừ siêu nhỏ để triệt tiêu năng lượng rung động tự nhiên của khung máy trước khi nó kịp truyền đến đầu phun.
Để thuật toán hoạt động chính xác, máy in cần được đo đạc tần số rung động tự nhiên trên cả hai trục chuyển động X và Y. Hiện nay, phương pháp hiệu quả nhất là sử dụng cảm biến gia tốc ADXL345 kết nối trực tiếp với bo mạch điều khiển của máy in. Cảm biến này được gắn tạm thời lên đầu phun (để đo trục X) và bàn in (để đo trục Y). Firmware sẽ chạy một chu trình kiểm tra quét tần số tự động (resonance testing) từ 1Hz đến 120Hz. Cảm biến gia tốc sẽ ghi nhận phản hồi cơ học và vẽ ra đồ thị phổ tần số rung động (PSD – Power Spectral Density).
Từ đồ thị này, người vận hành sẽ chọn bộ lọc shaper phù hợp nhất như MZV (Minimal Vibration), EI (Extra Input), 2HUMP_EI hoặc 3HUMP_EI cùng với tần số trung tâm tương ứng. Bộ lọc MZV cho độ trễ xung thấp nhất nhưng nhạy cảm với sai số tần số, trong khi bộ lọc EI có khả năng triệt tiêu rung động trong dải tần số rộng hơn, rất thích hợp cho các máy in có kết cấu khung nhẹ hoặc dây đai không quá căng.
Pressure Advance là gì? Kiểm soát áp suất dòng chảy nhựa
Trong khi input shaping giải quyết rung động cơ học theo các trục di chuyển X và Y, thuật toán pressure advance (trong Marlin firmware thường gọi là Linear Advance) lại tập trung xử lý động lực dòng chảy nhựa bên trong đầu đùn. Mục tiêu của thuật toán này là giữ cho lưu lượng nhựa đùn ra từ đầu phun luôn tỉ lệ thuận với tốc độ di chuyển tức thời của đầu in.
Nguyên lý hoạt động của pressure advance dựa trên việc thiết lập một mối quan hệ tuyến tính giữa áp suất trong đầu phun và tốc độ đùn nhựa. Công thức cơ bản của thuật toán được mô tả như sau:
Áp suất bổ sung = Hệ số PA × Tốc độ di chuyển
Khi đầu phun bắt đầu tăng tốc, động cơ extruder sẽ chủ động quay nhanh hơn một nhịp để nén nhựa vào đầu phun sớm hơn, bù đắp cho độ trễ áp suất dòng chảy. Khi đầu phun chuẩn bị giảm tốc ở cuối đường in hoặc khi rẽ góc, động cơ extruder sẽ chủ động giảm tốc độ đùn hoặc thậm chí rút nhựa ngược lại (retract) sớm hơn để giải phóng áp suất dư thừa tích tụ trong hotend.
Hệ số pressure advance (ký hiệu là pressure_advance trong Klipper) phụ thuộc vào rất nhiều yếu tố cơ lý:
- Chiều dài đường dẫn nhựa: Hệ đùn gián tiếp Bowden (khoảng cách từ motor đến đầu phun dài 300–500mm) có độ co giãn nhựa cực lớn, yêu cầu hệ số PA rất cao (thường từ 0.3 đến 0.8). Hệ đùn trực tiếp Direct Drive (motor gắn sát hotend) có độ co giãn nhựa thấp, yêu cầu hệ số PA rất nhỏ (thường từ 0.02 đến 0.08).
- Đặc tính đàn hồi của vật liệu: Nhựa dẻo TPU có độ đàn hồi cực cao, yêu cầu hệ số PA lớn hơn nhiều so với nhựa PLA cứng cáp.
- Nhiệt độ in và đường kính đầu phun: Đầu phun có đường kính nhỏ (0.2mm hoặc 0.4mm) tạo lực cản dòng chảy lớn hơn đầu phun lớn (0.6mm hoặc 0.8mm), ảnh hưởng trực tiếp đến áp suất tích tụ.
Việc tìm ra hệ số PA tối ưu được thực hiện thông qua các mô hình in thử nghiệm chuyên biệt. Phương pháp phổ biến nhất là in một tháp thử nghiệm hình vuông (pressure advance tower) với hệ số PA tăng dần theo chiều cao, hoặc in các đường thẳng thử nghiệm trên bàn in với tốc độ thay đổi liên tục. Bằng cách quan sát trực quan độ đồng đều của đường in và độ sắc nét của các góc quay, người vận hành có thể xác định chính xác trị số PA phù hợp cho từng profile nhựa.
Sự kết hợp hoàn hảo tại xưởng gia công: Từ lý thuyết đến dung sai ±0.1mm thực chiến
Tại xưởng in 3D GN3D, chúng tôi hiểu rằng việc chỉ sở hữu máy in đắt tiền là chưa đủ để đáp ứng các đơn hàng chế tạo công nghiệp đòi hỏi khắt khe về thời gian và độ chính xác. Việc kết hợp nhuần nhuyễn giữa input shaping và pressure advance là bí quyết giúp chúng tôi giải quyết những bài toán khó nhất từ khách hàng.
Tuần trước, một đối tác liên hệ với GN3D Studio yêu cầu gia công gấp một lô hàng 500 vỏ hộp bảo vệ thiết bị IoT bằng nhựa kỹ thuật ABS chịu nhiệt. Yêu cầu đặt ra là sai số kích thước lắp ghép không vượt quá ±0.1mm, bề mặt phẳng không bị biến dạng và phải bàn giao toàn bộ sản phẩm trong vòng 48 giờ để kịp tiến độ xuất khẩu.
ABS là loại nhựa kỹ thuật có độ co ngót lớn, rất dễ bị lỗi cong vênh (warping) và co rút góc nếu nhiệt độ không được kiểm soát tốt. Thông thường, để in ABS đạt dung sai kỹ thuật cao, máy in FDM phải chạy ở tốc độ rất thấp khoảng 45mm/s đến 50mm/s với gia tốc dưới 1500mm/s² nhằm hạn chế rung động khung sườn. Tuy nhiên, nếu in với tốc độ đó, toàn bộ dàn máy tại xưởng sẽ mất ít nhất 6 ngày làm việc liên tục—một phương án hoàn toàn bất khả thi đối với tiến độ giao hàng 48 giờ của khách hàng.
Để giải quyết bài toán này, các kỹ sư kỹ thuật đã triển khai cấu hình tối ưu hóa đồng thời hai thuật toán trên hệ máy in 3D Bambu Lab P1S và hệ máy Custom khổ lớn:
- Đo đạc cơ khí trục: Tiến hành hiệu chuẩn lại tần số rung động bằng cảm biến ADXL345 trên hệ máy Custom. Kết quả trục X đạt tần số cộng hưởng 48.2Hz (sử dụng shaper MZV), trục Y đạt 36.4Hz (sử dụng shaper EI). Sau khi nạp thông số vào file cấu hình Klipper, chúng tôi tự tin nâng gia tốc in lên mức 8000mm/s² (gấp 8 lần thông thường).
- Hiệu chuẩn lưu lượng nhựa: Tiến hành in tháp kiểm tra hệ số PA riêng cho cuộn nhựa ABS kỹ thuật đang sử dụng. Trị số PA tối ưu được xác định ở mức 0.024 cho hệ đùn trực tiếp Direct Drive với nhiệt độ đầu phun 255°C và nhiệt độ bàn in 100°C.
- Tốc độ in thực tế: Thiết lập tốc độ in thành vách bên ngoài ở mức 180mm/s, vách bên trong và infill ở mức 250mm/s.
Kết quả thực tế đã chứng minh sức mạnh của việc tối ưu hóa thuật toán:
- Thời gian hoàn thành: Toàn bộ lô hàng 500 sản phẩm được in xong chỉ sau 34 giờ, giúp xưởng có thêm thời gian thực hiện khâu hậu xử lý làm sạch và đóng gói cẩn thận.
- Độ chính xác hình học: Dung sai của các chi tiết lắp ghép đạt mức ±0.08mm (vượt chuẩn yêu cầu ±0.1mm của khách hàng). Các góc vuông của vỏ hộp sắc nét, ren ốc bắt ghép khít khao, không hề có hiện tượng phình to hay thiếu nhựa ở các mép nối.
- Chất lượng bề mặt: Nhờ có input shaping triệt tiêu hoàn toàn hiện tượng cộng hưởng cơ học, bề mặt ngoài của vỏ hộp phẳng mịn, không xuất hiện bất kỳ vệt gợn sóng ghosting nào dưới ánh sáng phản chiếu.
Đến với chúng tôi, bạn sẽ được trải nghiệm quy trình dịch vụ chuyên nghiệp hàng đầu:
- GN3D Studio chuyên in 3D FDM — không phải SLA hay resin đại trà. Chúng tôi tập trung 100% vào FDM để đạt kết quả tốt nhất cho từng loại vật liệu.
- Dung sai ±0.1mm — đủ chuẩn cho chi tiết kỹ thuật, khớp ghép và prototype cơ khí.
- Danh mục vật liệu: PLA, PETG, ABS, TPU (nhựa dẻo), PA/Nylon — mỗi loại có profile in riêng được GN3D tinh chỉnh để tối ưu kết quả.
- Giao hàng trong 24–48h toàn quốc — kể cả khi bạn ở Hà Nội, Đà Nẵng hay Cần Thơ. Rush order: liên hệ Zalo để được ưu tiên.
Hướng dẫn cân chỉnh Input Shaping và Pressure Advance chi tiết nhất
Để tự cấu hình hai tính năng này trên máy in 3D sử dụng klipper firmware, bạn cần thực hiện theo các bước kỹ thuật chuẩn hóa dưới đây.
Bước 1: Chuẩn bị phần cứng đo rung động
Bạn cần trang bị một cảm biến gia tốc ADXL345 (loại kết nối SPI hoặc kết nối qua bo mạch phụ USB như RP2040). Tiến hành gắn chặt cảm biến lên đầu phun bằng các ngàm in chuyên dụng. Lưu ý, ngàm gắn cảm biến phải cực kỳ chắc chắn; nếu ngàm lỏng lẻo, dữ liệu đo được sẽ bị sai lệch nghiêm trọng do rung động thứ cấp của chính cảm biến.
Cấu hình khai báo cảm biến trong file printer.cfg của Klipper:
[mcu rpi]
serial: /tmp/klipper_host_mcu
[adxl345]
cs_pin: rpi:None
[resonance_tester]
accel_chip: adxl345
probe_points:
125, 125, 20 # Điểm đo thường nằm ở trung tâm bàn in 250×250×250mmBước 2: Chạy lệnh đo tần số cộng hưởng
Kết nối với máy in qua giao diện Fluidd hoặc Mainsail, truy cập vào mục Console và gõ lệnh:
TEST_RESONANCES AXIS=X
Máy in sẽ bắt đầu rung lắc từ biên độ nhỏ đến lớn để quét dải tần số. Sau khi hoàn thành trục X, tiếp tục gõ lệnh:
TEST_RESONANCES AXIS=Y
Sau khi quá trình đo kết thúc, hệ thống sẽ xuất ra các file dữ liệu dạng CSV trong thư mục /tmp. Bạn có thể sử dụng đoạn script tự động của Klipper để vẽ biểu đồ và tìm ra giá trị tần số tối ưu cùng loại shaper khuyên dùng. Sau đó, điền trực tiếp thông số vào file printer.cfg:
[input_shaper]
shaper_freq_x: 51.2
shaper_type_x: mzv
shaper_freq_y: 38.8
shaper_type_y: eiBước 3: Cân chỉnh hệ số Pressure Advance
Sau khi đã cấu hình xong input shaping giúp ổn định chuyển động cơ học, bạn tiến hành cân chỉnh dòng chảy nhựa. Tải file thiết kế tháp kiểm tra PA (thường là một hình hộp vuông rỗng chân có vách dày 0.4mm hoặc tháp góc nhọn đặc biệt).
Thiết lập tốc độ in tương đối cao (khoảng 100mm/s) và gia tốc lớn. Trong quá trình in tháp, chạy lệnh thay đổi hệ số PA tăng dần theo chiều cao trong cửa sổ Console:
TUNING_TOWER COMMAND=SET_PRESSURE_ADVANCE PARAMETER=ADVANCE START=0 FACTOR=0.005
Lệnh này sẽ tăng hệ số PA thêm 0.005 cho mỗi 1mm chiều cao. Sau khi in xong, dùng thước cặp đo chiều cao của vị trí có góc vuông đẹp nhất, không bị bo tròn (thiếu PA) và không bị đứt gãy đùn nhựa (thừa PA). Tính toán hệ số PA thực tế bằng công thức:
Hệ số PA = Chiều cao đo được × 0.005
Điền hệ số tìm được vào cấu hình đầu đùn trong printer.cfg:
[extruder]
pressure_advance: 0.038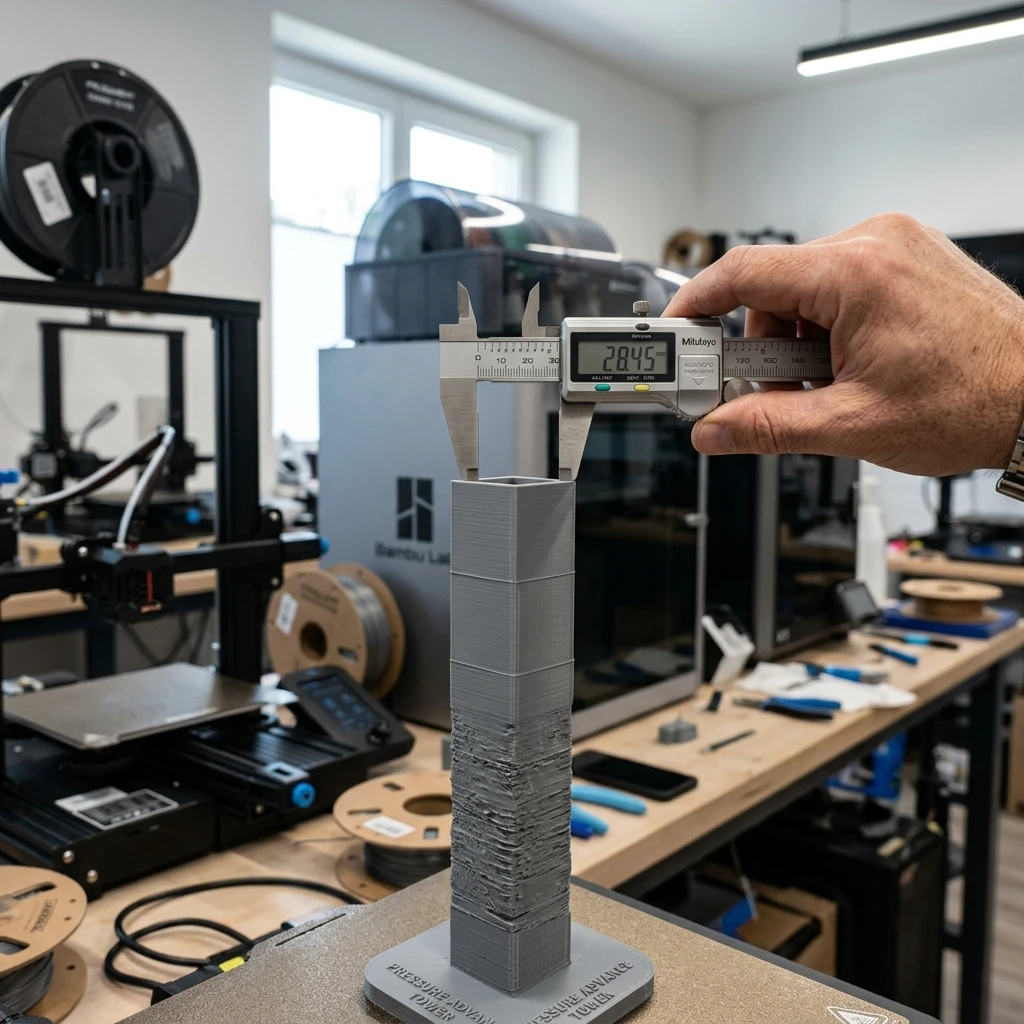
Lưu ý quan trọng: Chu kỳ cân chỉnh pressure advance phải được lặp lại mỗi khi bạn thay đổi chủng loại nhựa in (ví dụ chuyển từ PLA sang TPU) hoặc khi sử dụng cuộn nhựa của nhà sản xuất khác, do đặc tính lưu biến của mỗi dòng polymer là hoàn toàn khác biệt.
Câu hỏi thường gặp về tối ưu hóa tốc độ in 3D (FAQ)
Dưới đây là tổng hợp giải đáp từ các chuyên gia kỹ thuật tại xưởng gia công cho những thắc mắc phổ biến của người vận hành máy in 3D tốc độ cao.
Tôi có thể cấu hình Input Shaping trên firmware Marlin truyền thống không?
Hoàn toàn được. Từ phiên bản Marlin 2.1.2 trở đi, thuật toán input shaping đã được tích hợp vào mã nguồn chính. Tuy nhiên, việc cân chỉnh trên Marlin phức tạp hơn Klipper vì bạn không thể kết nối trực tiếp cảm biến gia tốc ADXL345 để đo thời gian thực. Người dùng bắt buộc phải in các tháp thử nghiệm rung động cơ học dạng ringing tower, sau đó dùng thước cặp đo khoảng cách giữa các vân sóng và tính toán tần số bằng công thức thủ công, rồi nạp giá trị vào cấu hình Marlin và biên dịch lại firmware.
Tại sao sau khi cân chỉnh hệ số Pressure Advance đầu phun của tôi rất dễ bị nghẹt nhựa?
Hiện tượng nghẹt nhựa (clogging) sau khi bật PA thường xảy ra trên các dòng máy sử dụng ống dẫn nhựa Bowden dài. Do khoảng cách đùn gián tiếp lớn, hệ số PA yêu cầu thường rất cao (vượt quá 0.5). Điều này bắt buộc động cơ đùn phải thực hiện các cú giật nhựa liên tục với tần số cao và khoảng cách lớn khi rẽ góc. Việc giật nhựa liên tục này làm biến dạng vật lý sợi nhựa in, tạo ra bọt khí trong buồng nung hotend hoặc làm nhựa bị mài mòn tạo mùn nhựa gây kẹt bánh răng đùn. Giải pháp là nâng cấp lên đầu đùn trực tiếp Direct Drive để giảm hệ số PA xuống dưới 0.08.
Tại sao hệ số Pressure Advance của nhựa dẻo TPU lại lớn hơn nhiều so với nhựa PLA?
Nhựa dẻo TPU có độ cứng Shore thấp (thường là 95A hoặc 85A), mang tính chất đàn hồi cao giống như một sợi dây cao su. Khi động cơ đùn đẩy nhựa TPU vào hotend, sợi nhựa sẽ bị nén lại và phình ra trong không gian đường dẫn trước khi tạo ra áp suất đầu phun thực tế. Do đó, độ trễ dòng chảy của TPU cực kỳ lớn. Để bù đắp độ trễ này, thuật toán PA phải đẩy thêm một lượng nhựa rất nhiều khi tăng tốc và rút nhựa rất mạnh khi giảm tốc, dẫn đến hệ số PA của TPU thường cao gấp 3 đến 5 lần nhựa PLA cứng.
Có cần đo lại Input Shaping khi tôi thay đổi cuộn nhựa in khác không?
Không cần thiết. Thuật toán input shaping bù trừ cho các rung động cộng hưởng cơ học của hệ thống phần cứng khung máy, động cơ bước, dây đai và khối lượng của cụm đầu in. Do đó, trừ khi bạn thay đổi kết cấu cơ khí của máy in (như thay đầu phun nặng hơn, lắp thêm quạt làm mát, căng lại dây đai GT2), bạn chỉ cần chạy đo ADXL345 một lần duy nhất cho mỗi trục chuyển động.
Nếu bạn đang gặp khó khăn trong việc thiết lập hệ thống máy in tốc độ cao hoặc cần gia công các chi tiết máy đòi hỏi dung sai lắp ghép khít khao, hãy liên hệ ngay với GN3D. Chúng tôi cung cấp dịch vụ in 3D FDM chất lượng cao trên các dòng máy in hiện đại được hiệu chuẩn thuật toán tối ưu. Hãy gửi file thiết kế 3D của bạn để nhận báo giá in 3D miễn phí trong vòng 5 phút.