In tượng 3D anime và figurine đang trở thành niềm đam mê lớn của cộng đồng sưu tầm mô hình tại Việt Nam. Để tái hiện chính xác từng sợi tóc mảnh, nếp gấp áo phức tạp hay biểu cảm khuôn mặt của nhân vật, công nghệ in 3D resin (SLA/LCD) là lựa chọn hàng đầu nhờ khả năng tạo bề mặt láng mịn vượt trội. Tuy nhiên, quy trình từ lúc sở hữu file thiết kế số hóa cho đến khi cầm trên tay bức tượng hoàn thiện đòi hỏi người chơi phải nắm vững kỹ thuật cắt lớp, thiết lập góc nghiêng và xử lý hóa chất an toàn. Dưới đây là hướng dẫn chi tiết giúp bạn làm chủ công nghệ này để tạo ra những tác phẩm figurine chất lượng cao ngay tại nhà.
In tượng 3D bằng máy in resin (SLA/LCD) là phương pháp chế tạo mô hình sử dụng nguồn ánh sáng cực tím (UV) chiếu qua màn hình LCD đơn sắc hoặc quét tia laser để đông cứng nhựa photopolymer lỏng theo từng lớp siêu mỏng, tạo ra sản phẩm có độ mịn bề mặt vượt trội.
| Tiêu chí so sánh | Công nghệ Resin (SLA/LCD) | Công nghệ FDM (Fused Deposition Modeling) |
|---|---|---|
| Độ mịn bề mặt | Siêu mịn, hầu như không lộ vân lớp in | Lộ vân lớp in rõ rệt theo chiều dọc |
| Độ cao lớp in tối thiểu | 0.01 đến 0.05mm | 0.1 đến 0.2mm |
| Khả năng in chi tiết siêu nhỏ | Xuất sắc (đáp ứng tốt các sợi tóc mảnh, ngón tay) | Trung bình (dễ mất chi tiết nhỏ dưới 1.0mm) |
| Độ cứng và độ bền va đập | Giòn, dễ gãy khi va chạm mạnh | Dẻo dai, chịu lực và chịu va đập tốt hơn nhiều |
| Độ độc hại và xử lý | Độc hại, cần đeo găng tay nitrile, khẩu trang và cồn IPA | Thân thiện, không mùi (nhựa PLA), không độc hại |
| Chi phí thiết bị và nhựa | Chi phí nhựa cao, hao phí nước rửa và cồn | Chi phí nhựa in tối ưu, ít hao phí phụ trợ |

Tại sao máy in resin lại thống trị phân khúc in tượng 3D anime?
Độ phân giải siêu cao là lý do cốt lõi khiến công nghệ in resin trở thành tiêu chuẩn vàng cho các tác phẩm figurine. Trong khi các dòng máy in FDM gia công bằng cách đùn nhựa nóng chảy qua đầu phun có đường kính từ 0.4mm, máy in resin LCD sử dụng một ma trận điểm ảnh (pixel) rất nhỏ để phơi sáng nhựa lỏng.
Với các dòng máy LCD 8K và 12K hiện nay, kích thước pixel XY chỉ dao động từ 18×18 $\mu m$ đến 35×35 $\mu m$. Điều này cho phép tái hiện những đường nét siêu mảnh mà đầu phun FDM không thể chạm tới. Đồng thời, độ cao lớp in của máy resin có thể setup ở mức 0.01 đến 0.05mm, mỏng hơn gấp 10 lần so với sợi nhựa FDM thông thường. Bề mặt tượng in resin sau khi hoàn thiện đạt độ láng mịn gần như tuyệt đối, giúp cắt giảm 90% thời gian chà nhám hậu xử lý. Đối với các nhân vật anime có mái tóc nhiều lọn nhọn, trang phục xếp ly phức tạp hoặc vũ khí đi kèm, in resin là phương án duy nhất đáp ứng được yêu cầu thẩm mỹ khắt khe này.
Quy trình chuẩn bị file in 3D: Cân bằng giữa chi tiết và tiết kiệm nhựa
Trước khi đưa file STL hoặc OBJ vào phần mềm slicer như Chitubox hay Lychee Slicer, người dùng cần xử lý dữ liệu hình học để tối ưu lượng nhựa tiêu thụ và tỷ lệ in thành công.
Đầu tiên, kỹ thuật rỗng hóa mô hình (Hollowing) là bắt buộc đối với các bức tượng có đường kính lớn hơn 30mm. Việc in đặc không chỉ gây lãng phí nhựa photopolymer đắt đỏ mà còn làm tăng trọng lượng tượng, tạo ra lực hút lớn giữa mô hình và màng FEP ở đáy bồn chứa, dẫn đến lỗi đứt gãy support giữa chừng. Khi rỗng hóa tượng với độ dày thành vách từ 1.5 đến 2.5mm, lượng nhựa tiêu thụ sẽ giảm tới 70%.
Tuy nhiên, rỗng hóa bắt buộc phải đi kèm với việc đục lỗ thoát nhựa (Drain holes). Nếu không đục ít nhất 2 lỗ thoát nhựa có đường kính từ 2.0 đến 3.0mm ở phần đế hoặc các góc khuất của tượng, nhựa lỏng sẽ bị kẹt lại bên trong khoang rỗng. Trong quá trình in, khoang kín này hoạt động như một chiếc pít-tông hút chân không, làm tăng áp suất lên lớp in mới và dễ gây rách màng FEP hoặc nứt vỡ tượng sau một thời gian trưng bày.
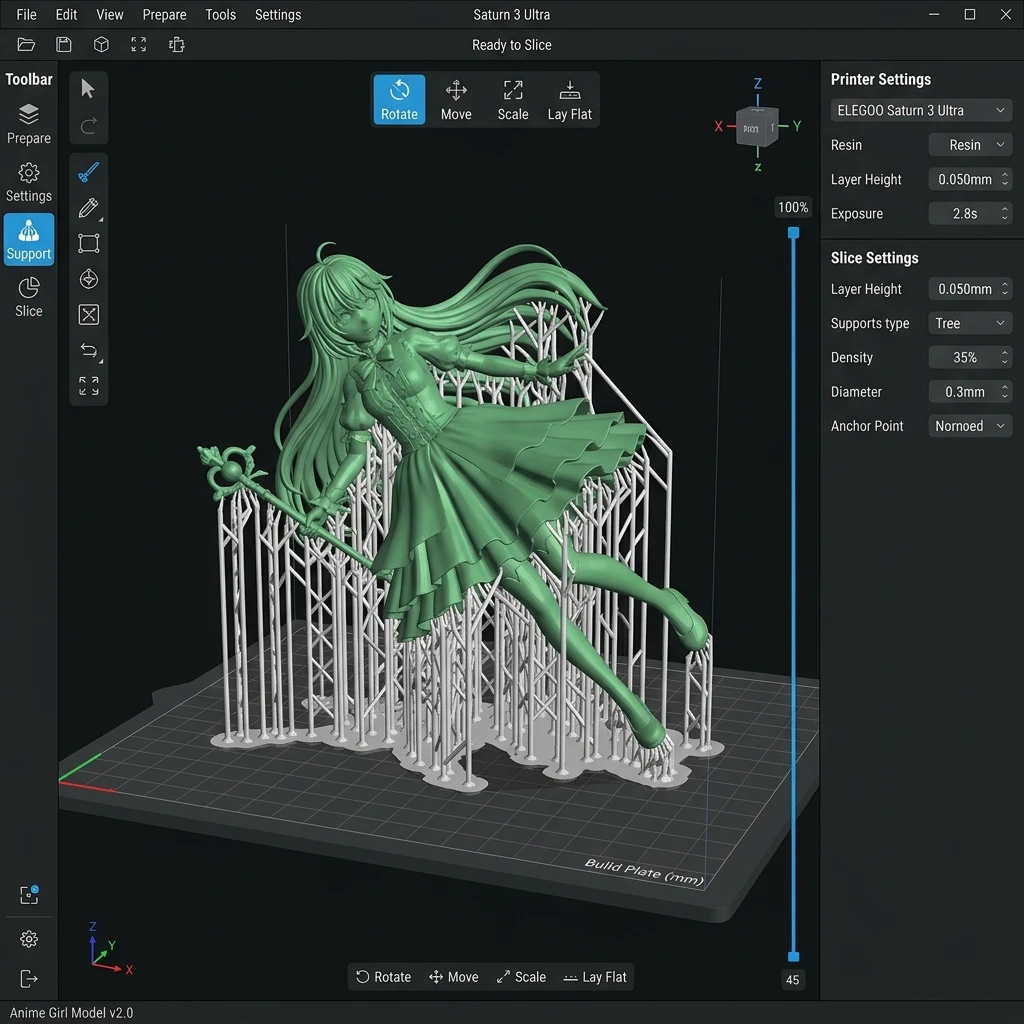
Tiếp theo là góc nghiêng mô hình (Orientation). Không bao giờ đặt tượng nằm ngang hoặc đứng vuông góc 90 độ so với bàn in. Đặt tượng đứng thẳng sẽ làm tăng diện tích mặt cắt của mỗi lớp in, tạo ra lực bóc (peel force) lớn khi bàn in nhấc lên. Góc nghiêng tối ưu cho tượng anime là từ 30 đến 45 độ. Góc nghiêng này giúp giảm thiểu diện tích tiếp xúc của mỗi lớp, đồng thời giấu các vết chân support ở phía sau lưng hoặc dưới đế tượng, bảo toàn độ chi tiết của mặt trước nhân vật.
Cuối cùng là thiết lập cấu trúc hỗ trợ (support). Đối với tượng anime, nên sử dụng support hỗn hợp:
- Support siêu mảnh (light support): Dành cho các chi tiết nhạy cảm như ngón tay, lọn tóc nhọn và khuôn mặt để dễ dàng tháo gỡ mà không để lại sẹo nhựa.
- Support trung bình (medium support): Dành cho các khối cơ thể, quần áo và vũ khí lớn.
- Support dày (heavy support): Dành cho phần đế tượng và các điểm bám chịu lực đầu tiên ở sát bàn in để cố định toàn bộ mô hình vững chắc.
Các bước cài đặt thông số slicer và phơi sáng tiêu chuẩn
Một file cắt lớp hoàn chỉnh cần được cấu hình chính xác các thông số phơi sáng phù hợp với từng loại nhựa in và nhiệt độ môi trường.
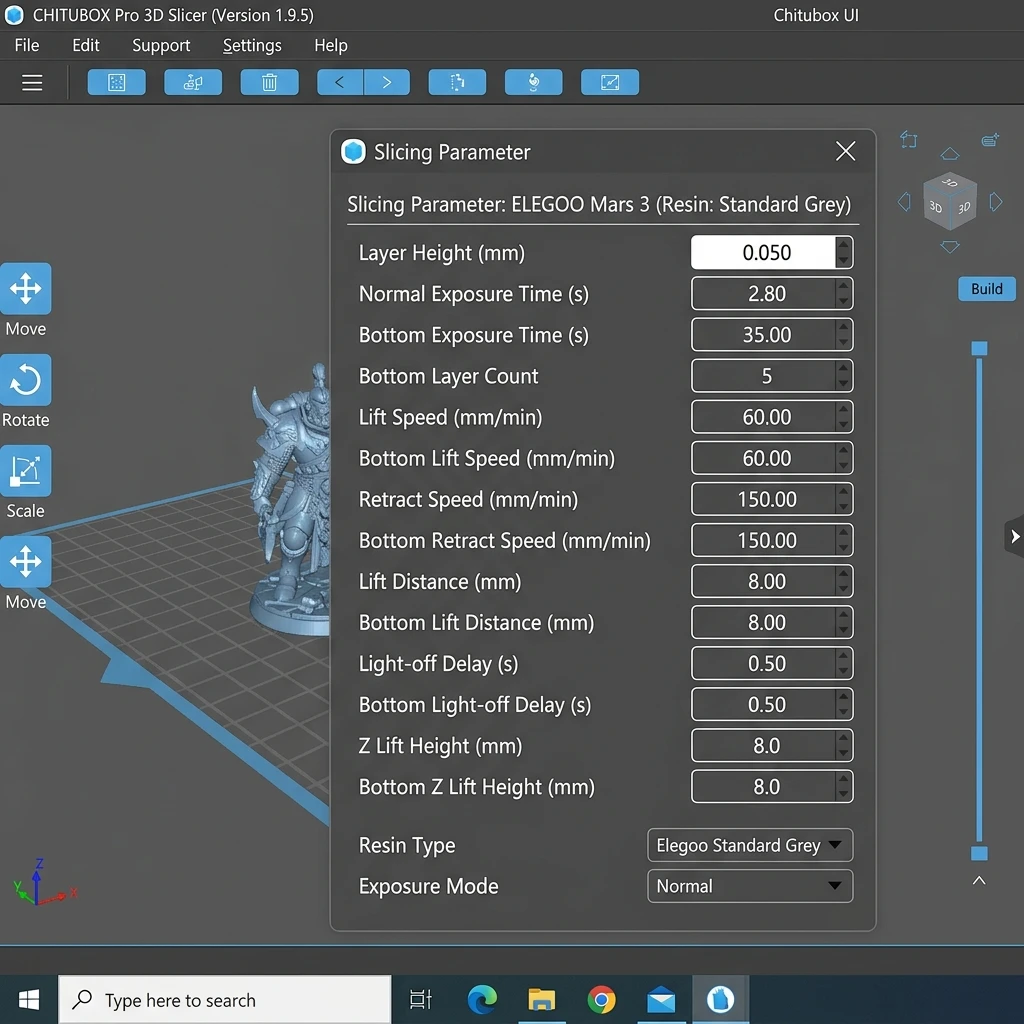
Dưới đây là bảng thông số cài đặt tham khảo cho máy in sử dụng màn hình LCD Mono (thế hệ màn hình phổ biến hiện nay) ở nhiệt độ phòng từ 25 đến 28°C:
| Thông số slicer | Giá trị đề xuất | Tác động kỹ thuật |
|---|---|---|
| Chiều cao lớp in (Layer Height) | 0.03 đến 0.05mm | Cân bằng giữa độ mịn bề mặt và thời gian in |
| Thời gian phơi sáng lớp đáy (Bottom Exposure) | 25 đến 35 giây | Đảm bảo lực bám chắc của đế tượng lên bàn in kim loại |
| Số lượng lớp đáy (Bottom Layers) | 5 đến 8 lớp | Tạo bệ đỡ vững chắc cho các lớp in tiếp theo |
| Thời gian phơi sáng thông thường (Normal Exposure) | 1.8 đến 2.8 giây | Thời gian đông cứng nhựa vừa đủ cho mỗi lớp, tránh dư sáng làm mất chi tiết |
| Tốc độ nhấc bàn in (Lift Speed) | 50 đến 65 mm/phút | Nhấc chậm để tránh kéo rách mô hình ra khỏi support |
| Khoảng cách nhấc (Lift Distance) | 6.0 đến 8.0mm | Đảm bảo mô hình được tách hoàn toàn khỏi màng FEP trước lớp mới |
Quá trình in resin thải ra các hợp chất hữu cơ dễ bay hơi có mùi hắc và gây kích ứng da. Người thao tác bắt buộc phải mang găng tay nitrile (loại găng tay chuyên dụng kháng hóa chất, không dùng găng cao su latex thông thường vì latex bị cồn và resin phân hủy nhanh chóng), đeo khẩu trang than hoạt tính và kính bảo hộ trong suốt quá trình đổ nhựa, gỡ mẫu và vệ sinh máy.
Quy trình hậu xử lý tượng resin: Yếu tố quyết định tính thẩm mỹ của thành phẩm
Mô hình sau khi hoàn thành quá trình phơi sáng trên máy vẫn chưa thể sử dụng ngay do còn bám một lớp nhựa lỏng chưa đông cứng và cấu trúc nhựa bên trong vẫn chưa đạt độ liên kết tối đa.

Quy trình hậu xử lý tượng resin bắt buộc phải đi qua 3 bước nghiêm ngặt sau:
1. Rửa tượng (Washing)
Ngâm tượng vào bể chứa cồn IPA (Isopropyl Alcohol) có nồng độ từ 95% trở lên. Sử dụng máy rửa chuyên dụng có cánh khuấy từ hoặc dùng cọ lông mềm quét nhẹ lên các khe kẽ của tượng để làm sạch nhựa lỏng thừa. Thời gian rửa tối ưu là từ 3 đến 5 phút. Rửa quá nhanh sẽ khiến bề mặt tượng bị dính nhớp sau khi khô; rửa quá lâu (trên 10 phút) cồn sẽ thấm vào cấu trúc nhựa làm tượng bị mủn và nứt nẻ sau này.
2. Tháo cấu trúc support
Sau khi rửa sạch bằng cồn IPA, hãy ngâm tượng vào nước ấm ở nhiệt độ từ 40 đến 50°C trong khoảng 1 phút. Nhiệt độ nước ấm sẽ làm mềm các liên kết của chân support bằng nhựa, giúp bạn dễ dàng dùng tay bóc nhẹ hoặc dùng kềm cắt tỉa chuyên dụng để gỡ bỏ support mà không gây sứt mẻ bề mặt tượng.
3. Sấy UV (Curing)
Đặt tượng vào buồng sấy UV chuyên dụng chiếu ánh sáng bước sóng 405nm trong thời gian từ 3 đến 8 phút tùy thuộc vào kích thước của mô hình. Việc sấy UV giúp kích hoạt các chất phản ứng còn lại, hoàn thành quá trình liên kết chéo của chuỗi polymer để tượng đạt độ cứng cơ học tối đa. Đối với tượng rỗng, hãy dùng đèn UV dạng sợi luồn qua các lỗ thoát nhựa để sấy khô cả khoang bên trong, ngăn chặn nhựa lỏng còn sót lại ăn mòn và làm vỡ tượng từ bên trong.
So sánh thực tế: Khi nào nên tự in resin và khi nào nên thuê dịch vụ in FDM?
Nhựa in resin mang lại chi tiết mịn màng nhưng đi kèm với nhiều nhược điểm về độ giòn vật liệu, quy trình xử lý chất thải độc hại và chi phí vận hành máy cao.
Để giúp bạn có cái nhìn thực tế, Chuyên gia kỹ thuật chia sẻ một trường hợp cụ thể đã xử lý tại xưởng:
Tình huống thực tế tại xưởng gia công:
Tuần trước, một khách hàng liên hệ với GN3D Studio yêu cầu tư vấn chế tạo một bộ giáp cosplay nhân vật anime có kích thước lớn và một số tượng figurine trang trí cao 350mm. Ban đầu khách định mua một máy in resin LCD khổ nhỏ về tự in tại nhà. Sau khi phân tích kỹ thuật, chúng tôi đã chỉ ra rằng việc in các chi tiết lớn bằng resin sẽ khiến trọng lượng mô hình quá nặng, vật liệu giòn rất dễ nứt gãy khi di chuyển và chi phí nhựa phốt-pho lỏng rất đắt đỏ. Đặc biệt, việc xử lý hàng chục lít cồn IPA đã qua sử dụng tại không gian gia đình là mối nguy hại lớn về cháy nổ và sức khỏe.Chúng tôi đã tư vấn khách hàng chuyển sang sử dụng dịch vụ in FDM chất lượng cao của GN3D bằng vật liệu nhựa PETG. Sản phẩm được chia cắt file hợp lý để ghép khớp cơ khí chính xác với dung sai ±0.1mm. Kết quả là bộ giáp và tượng figurine nhẹ hơn 60%, độ bền va đập vượt trội và chi phí sản xuất tiết kiệm tới 50% so với tự in resin. Khách hàng chỉ cần xịt một lớp sơn lót filler chà nhám nhẹ là bề mặt đã láng mịn để tiến hành sơn phủ mỹ thuật.
GN3D Studio chuyên in 3D FDM — không phải SLA hay resin đại trà. Chúng tôi tập trung 100% vào FDM để đạt kết quả tốt nhất cho từng loại vật liệu. Nếu bạn cần chế tạo các mô hình trang trí kích thước lớn, các chi tiết cơ khí lắp ghép cần độ bền cao, hãy liên hệ dịch vụ in mô hình 3D theo yêu cầu của chúng tôi để được tư vấn công nghệ in tối ưu. Bạn có thể nhận báo giá in 3D miễn phí trong vòng 5 phút sau khi gửi file thiết kế qua Zalo hoặc form đăng ký trực tuyến.
Những câu hỏi thường gặp khi in tượng 3D bằng nhựa resin
Dưới đây là giải đáp chi tiết cho những thắc mắc phổ biến của người chơi mô hình khi bắt đầu tiếp cận công nghệ in phơi sáng resin.
Tại sao tượng in resin sau vài tuần trưng bày lại xuất hiện các vết nứt và rỉ nước nhựa lỏng?
Hiện tượng này xảy ra do mô hình dạng rỗng không được đục lỗ thoát nhựa hoặc không được sấy UV khoang bên trong. Nhựa lỏng bị kẹt lại sẽ liên tục tỏa nhiệt, ăn mòn lớp nhựa đã đông cứng từ bên trong và tạo ra áp suất khí tự do gây nứt vỡ tượng. Để khắc phục, bạn bắt buộc phải đục ít nhất 2 lỗ thoát nhựa đối xứng và dùng đèn UV mini luồn vào bên trong để sấy khô hoàn toàn lòng tượng.
Có thể sử dụng cồn y tế 90 độ thay thế cho cồn IPA 99 độ để rửa tượng không?
Cồn y tế 90 độ có chứa lượng nước lớn (khoảng 10%), làm giảm khả năng hòa tan và làm sạch nhựa resin lỏng bám trên bề mặt tượng. Rửa bằng cồn 90 độ dễ khiến tượng bị lem nhem, tạo ra các vệt trắng đục khó chịu sau khi sấy khô. Để đạt bề mặt hoàn mỹ nhất, bạn nên sử dụng cồn IPA nồng độ tối thiểu từ 95% trở lên.
Tại sao các chi tiết nhỏ của tượng dễ bị biến dạng hoặc cong vênh sau khi sấy UV?
Sấy UV quá lâu hoặc phơi tượng dưới ánh nắng mặt trời không đều sẽ gây ra hiện tượng co ngót không đồng đều giữa các mặt của mô hình. Nhiệt lượng phát sinh khi nhựa tiếp tục polymer hóa làm cong vênh các chi tiết mỏng. Hãy kiểm soát thời gian sấy UV trong khoảng từ 3 đến 8 phút và xoay đều tượng liên tục trong quá trình sấy để ánh sáng phân bổ đồng đều.
Làm thế nào để xử lý chất thải cồn IPA bẩn và resin thừa một cách an sau khi in?
Tuyệt đối không đổ cồn IPA chứa resin lỏng trực tiếp xuống cống rãnh vì đây là chất độc hại gây ô nhiễm nguồn nước. Bạn hãy đổ cồn bẩn vào một bình chứa trong suốt bằng nhựa, đặt dưới ánh nắng mặt trời trong vài ngày. Tia cực tím từ mặt trời sẽ đông cứng toàn bộ phần resin lơ lửng thành cặn bột trắng lắng xuống đáy. Sau đó, bạn lọc bỏ phần cặn nhựa rắn này đem bỏ vào thùng rác thông thường, phần cồn sạch phía trên có thể tái sử dụng để rửa thô cho các mẻ in tiếp theo.
Để nhận hỗ trợ kỹ thuật nhanh chóng hoặc tìm giải pháp gia công mô hình bền chắc bằng nhựa kỹ thuật cao, hãy gửi yêu cầu của bạn tới GN3D Studio. Chúng tôi hỗ trợ chuyển đổi từ ảnh chụp, bản vẽ tay hoặc bản vẽ kỹ thuật 2D thành file in được, giúp hiện thực hóa ý tưởng của bạn thành sản phẩm vật chất với độ chính xác cao.