Khi đẩy tốc độ in của máy in 3D FDM lên cao để rút ngắn tiến độ sản xuất, nhiều kỹ thuật viên thường gặp phải hiện tượng bề mặt chi tiết xuất hiện các vết gợn sóng hoặc bóng mờ song song dọc theo các góc vuông. Hiện tượng này làm mất đi tính thẩm mỹ của sản phẩm và làm suy giảm độ chính xác lắp ghép của các chi tiết kỹ thuật. Đây là biểu hiện đặc trưng của lỗi ghosting (bóng mờ) và ringing (vết rung). Việc xử lý triệt để lỗi này đòi hỏi sự kết hợp đồng bộ giữa việc hiệu chuẩn phần cứng cơ khí và thiết lập phần mềm điều khiển chuyển động.
Lỗi ghosting máy in 3d (hay ringing) là hiện tượng xuất hiện các đường vân sóng, bóng mờ song song với các góc cạnh trên bề mặt sản phẩm in FDM, xảy ra do sự cộng hưởng và rung động cơ học của khung máy khi thay đổi hướng đột ngột ở tốc độ cao.
| Yếu tố phân biệt | Lỗi Ghosting (Bóng mờ) | Lỗi Ringing (Vết rung) |
|---|---|---|
| Đặc điểm nhận diện | Các vân sóng mờ nhạt dần khi đi xa khỏi góc rẽ | Vân sóng xuất hiện đều đặn dọc suốt bề mặt vách in |
| Nguyên nhân chính | Quán tính đầu phun đổi hướng đột ngột ở tốc độ cao | Khung máy cộng hưởng rung động hoặc đai truyền động lỏng |
| Trục ảnh hưởng | Chủ yếu xuất hiện trên trục chuyển động nặng hơn (Y hoặc X) | Cả hai trục X và Y khi tần số cộng hưởng bị trùng |
| Giải pháp cơ khí | Giảm khối lượng cụm đầu phun, tăng độ căng dây curoa | Gia cố khung máy vững chắc, kê chân đế chống rung |
| Giải pháp phần mềm | Kích hoạt Input Shaping, giảm gia tốc thành vách (Outer Wall) | Hiệu chỉnh tần số cộng hưởng bằng cảm biến ADXL345 |
Để đạt được chất lượng bề mặt láng mịn cùng độ chính xác kích thước cao tại các xưởng gia công chuyên nghiệp, việc hiểu rõ bản chất vật lý và áp dụng các bước khắc phục có hệ thống là yêu cầu bắt buộc đối với mỗi kỹ sư vận hành.
Phân biệt lỗi Ghosting và Ringing trên bề mặt mẫu in
Hiện tượng ghosting và ringing thường bị nhầm lẫn là một, nhưng chúng có những đặc điểm nhận diện ngoại quan khác nhau. Ghosting (bóng mờ hoặc bóng ma) là hiện tượng các chi tiết nổi như chữ viết, logo hoặc các lỗ khoét trên vách đứng của mẫu in bị lặp lại một vài lần dưới dạng các gợn sóng mờ nhạt dần dọc theo hướng di chuyển của đầu phun. Các vân sóng này thường chỉ xuất hiện trong khoảng 10–20mm ngay sau góc rẽ hoặc chi tiết nhô ra rồi biến mất khi đầu phun đã ổn định tốc độ chuyển động.
Ringing (vết rung hoặc gợn sóng rung) lại là những gợn sóng cơ học đều đặn, chạy dọc theo toàn bộ chiều dài của vách mẫu in mà không có dấu hiệu nhạt đi. Hiện tượng này xảy ra do toàn bộ khung máy bị dao động cộng hưởng liên tục trong suốt quá trình in, thay vì chỉ bị dao động cục bộ tại điểm đổi hướng đột ngột.
Việc xuất hiện hai lỗi này làm suy nghiêm trọng độ chính xác hình học. Đối với các chi tiết cơ khí cần lắp ghép lắp khít, lỗi ghosting tạo ra các sai số kích thước cục bộ tại các mép góc, khiến dung sai vượt quá ngưỡng cho phép và không thể lắp ráp đồng bộ.
Nguyên nhân gốc rễ gây ra lỗi ghosting máy in 3d
Rung động cơ học là thủ phạm duy nhất gây ra hiện tượng này, tuy nhiên nguồn gốc của rung động lại đến từ nhiều yếu tố phần cứng và phần mềm đan xen.
Gia tốc và vận tốc chuyển động quá lớn
Khi đầu in di chuyển với tốc độ cao (trên 150mm/s) và gia tốc lớn (trên 3000mm/s²), mô-men xoắn cần thiết để dừng hoặc chuyển hướng đầu in tăng lên theo cấp số nhân. Quán tính của cụm đầu phun nặng hoặc của bàn in chứa mẫu lớn sẽ tạo ra một lực phản chấn mạnh tác động ngược lại khung máy tại thời điểm đổi hướng, gây ra hiện tượng rung lắc tức thời.
Độ căng của đai truyền động GT2 chưa đạt chuẩn
Dây curoa (đai truyền động) đóng vai trò như một hệ lò xo kết nối giữa động cơ bước và cụm đầu phun. Nếu dây đai quá lỏng, nó sẽ co giãn và tạo ra độ rơ (backlash), làm đầu in tiếp tục dao động qua lại sau khi động cơ đã dừng hẳn. Ngược lại, nếu đai quá căng, nó sẽ làm tăng tải trọng lên vòng bi, trục động cơ và gây ra các dao động răng (Vertical Fine Artifacts – VFA) xuất hiện dưới dạng các đường vân đứng đều đặn trên bề mặt sản phẩm.
Khung máy thiếu độ vững chắc cơ học
Các máy in 3D FDM có kết cấu khung bằng nhựa acrylic hoặc nhôm định hình mỏng không đủ khả năng hấp thụ các rung động quán tính. Khi đầu phun chạy nhanh, toàn bộ khung máy sẽ bị vặn xoắn hoặc rung lắc nhẹ. Nếu máy in đặt trên một mặt bàn lỏng lẻo, dao động sẽ bị khuếch đại lên nhiều lần.
Khối lượng cụm đầu đùn trực tiếp (Direct Drive) quá nặng
Để in được các loại nhựa dẻo như TPU hiệu quả, nhiều dòng máy in nâng cấp lên hệ thống đùn trực tiếp (Direct Drive) tích hợp động cơ đùn sát đầu phun. Việc này làm tăng đáng kể khối lượng chuyển động trên trục X. Mass (khối lượng) lớn hơn đồng nghĩa với lực quán tính lớn hơn khi tăng tốc và giảm tốc, trực tiếp tạo ra xung rung động mạnh hơn.
Con lăn nhựa bị mòn hoặc ray trượt cơ khí bị rơ
Trên các dòng máy sử dụng bánh xe con lăn nhựa (V-slot wheels) chạy trên rãnh nhôm, việc bánh xe bị mòn tạo rãnh lõm hoặc đai ốc lệch tâm (eccentric nut) bị lỏng sẽ tạo ra khe hở giữa đầu phun và thanh ray. Khe hở này khiến đầu phun bị lắc lư nhẹ mỗi khi đổi hướng in. Đối với các dòng máy chạy ray trượt kim loại (linear rails), việc thiếu dầu mỡ bôi trơn hoặc bi trong block bị mòn cũng gây ra hiện tượng sượng và rung lắc cơ khí.
Quy trình chẩn đoán và xác định trục bị lỗi
Để khắc phục lỗi ghosting một cách khoa học, trước hết bạn cần xác định rung động đang phát sinh từ trục chuyển động nào.
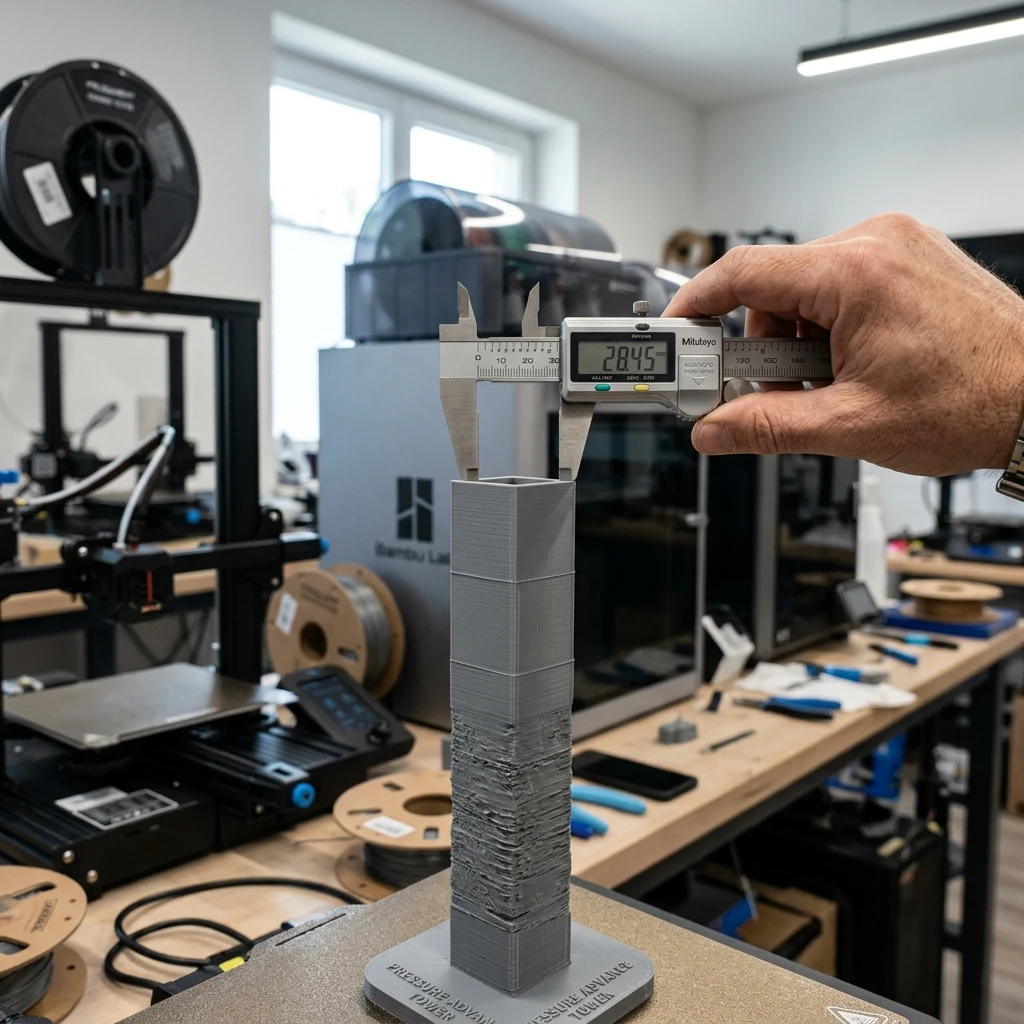
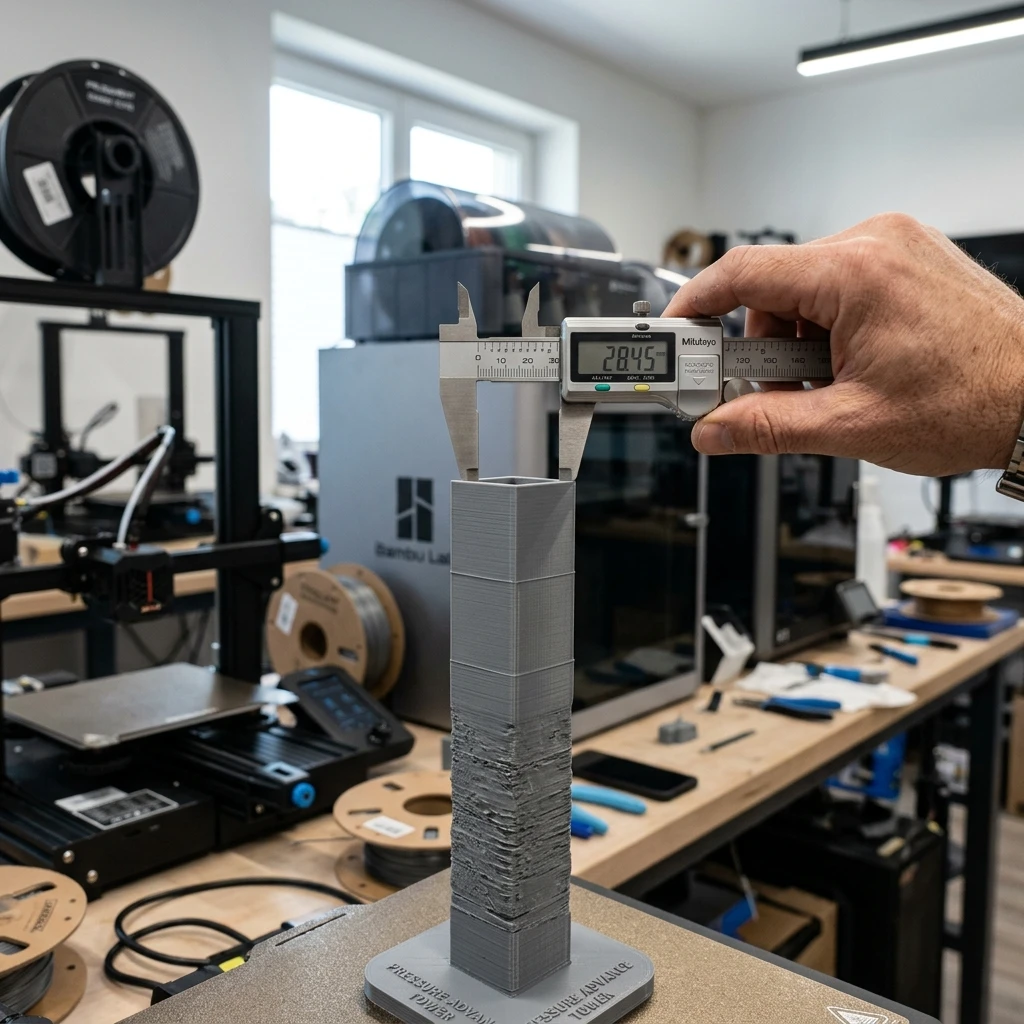
Sử dụng mẫu in thử nghiệm chuyên biệt (Ringing Tower)
Bạn có thể tải hoặc tự thiết kế một mẫu tháp thử nghiệm ringing có dạng hình hộp vuông rỗng với các góc vách đứng được thiết kế các rãnh khía hoặc ký tự chữ nổi đánh dấu “X” và “Y” trên các mặt tương ứng.
- Mặt in song song với trục Y (mặt X): Thể hiện rung động xảy ra trên trục X. Khi đầu phun di chuyển dọc trục X và dừng lại ở góc rẽ, nó sẽ dao động theo phương X, để lại vết rung trên mặt đứng song song với trục Y.
- Mặt in song song với trục X (mặt Y): Thể hiện rung động xảy ra trên trục Y. Tương tự, dao động của bàn in hoặc đầu phun theo phương Y sẽ để lại vết rung trên mặt đứng song song với trục X.
Bằng việc quan sát mặt đứng nào có vết gợn sóng dày đặc và kéo dài hơn, bạn sẽ xác định được trục cơ khí cần tập trung xử lý.
Phương pháp đo tần số rung động bằng thước cặp
Bạn có thể tính toán tần số rung động tự nhiên của máy in dựa trên khoảng cách của các vân sóng trên mẫu thử nghiệm theo công thức:
f = v / d
Trong đó:
flà tần số rung động tự nhiên (đơn vị Hz).vlà tốc độ in thành vách ngoài (Outer Wall Speed) thiết lập trong slicer (đơn vị mm/s).dlà khoảng cách trung bình giữa hai đỉnh vân sóng liên tiếp đo bằng thước cặp (đơn vị mm).
Ví dụ: Bạn in thành ngoài với tốc độ ổn định là 100mm/s. Dùng thước cặp đo khoảng cách giữa 5 đỉnh vân sóng liên tiếp được 12.5mm, suy ra khoảng cách giữa hai đỉnh liên tiếp là d = 12.5 / 5 = 2.5mm. Tần số rung động cơ học của trục đó sẽ là: f = 100 / 2.5 = 40Hz. Thông số tần số này sẽ giúp ích rất nhiều khi bạn muốn thiết lập thủ công bộ lọc rung động trong firmware mà không có cảm biến gia tốc ADXL345.
Các bước hiệu chỉnh cơ khí triệt tiêu rung động
Hiệu chuẩn cơ khí luôn là bước đi tiên phong trước khi can thiệp bằng các giải pháp phần mềm. Một chiếc máy in có cơ khí lỏng lẻo thì không một phần mềm nào có thể cứu vãn được chất lượng bề mặt in.
Bước 1: Cân chỉnh độ căng dây curoa GT2 về tần số chuẩn
Độ căng dây đai cần được đồng bộ hóa trên các hệ máy in.
- Cách đo bằng âm thanh: Bạn có thể sử dụng ứng dụng đo tần số âm thanh (ví dụ ứng dụng chỉnh dây đàn guitar hoặc ứng dụng chuyên dụng Gates Carbon Drive trên điện thoại). Gẩy nhẹ vào đoạn dây curoa dài nhất của máy in giống như gẩy dây đàn.
- Thông số khuyến nghị: Đối với các hệ máy CoreXY chạy tốc độ cao (như dòng máy Bambu Lab, Voron), tần số rung của đai nên được căn chỉnh về mức 130–150Hz khi đầu phun được đưa về vị trí góc cố định theo hướng dẫn của nhà sản xuất. Đối với các dòng máy Cartesian (bàn in di chuyển theo trục Y), đai trục Y nên giữ ở mức 100–120Hz vì bàn in có khối lượng lớn hơn, cần độ đàn hồi mềm hơn đôi chút để tránh làm quá tải động cơ bước. Đảm bảo độ căng của đai bên trái và đai bên phải trên hệ máy CoreXY phải tương đương nhau (chênh lệch không quá 5Hz) để tránh hiện tượng đầu phun bị xoắn lệch khi di chuyển.
Bước 2: Gia cố khung sườn và triệt tiêu rung động truyền dẫn
Đặt máy in 3D trên một bề mặt vững chãi. Một mặt bàn bằng gỗ ép mỏng sẽ hoạt động giống như một màng loa, khuếch đại mọi rung động từ động cơ bước.
- Sử dụng đế đá hoặc bê tông: Đặt một tấm đá granite hoặc tấm bê tông đúc có kích thước khoảng 400×400×40mm ngay dưới máy in. Trọng lượng nặng của tấm đá sẽ hấp thụ phần lớn lực quán tính từ máy in truyền xuống.
- Lót đệm cao su giảm chấn: Kê các tấm đệm cao su bọt hoặc chân đế chống rung chuyên dụng dưới bốn chân của máy in để cô lập dao động của máy in với môi trường xung quanh.
Bước 3: Kiểm tra và bọc lót cơ cấu chuyển động
Siết chặt tất cả các ốc vít liên kết khung sườn nhôm định hình. Các góc nối khung cần được gia cố bằng ke góc nhôm dày để tăng độ cứng vững chống vặn xoắn.
- Đối với trục dùng con lăn nhựa: Dùng cờ-lê xoay nhẹ đai ốc lệch tâm cho đến khi con lăn ôm sát vào rãnh nhôm định hình. Đầu phun sau khi siết không được có độ rơ lắc khi dùng tay lắc mạnh, nhưng vẫn phải lăn đi lăn lại mượt mà, không bị sượng hay kẹt.
- Đối với trục dùng ray trượt kim loại: Vệ sinh sạch sẽ bụi nhựa bám trên ray bằng cồn isopropyl 90%, sau đó tra mỡ bò lithium chuyên dụng (ví dụ mỡ Mobilux EP2 hoặc Super Lube) vào bên trong block trượt. Ray trượt hoạt động trơn tru sẽ triệt tiêu các lực cản không đều – một nguồn gốc phát sinh rung động tần số cao.
Hiệu chuẩn phần mềm và Slicer: Acceleration, Jerk và Input Shaping
Sau khi đã tối ưu hóa cơ khí, chúng ta sẽ áp dụng các công cụ phần mềm trong slicer và firmware để triệt tiêu hoàn toàn những dao động còn sót lại.
Cân chỉnh thông số Acceleration và Jerk trong Slicer
Gia tốc (Acceleration) và Jerk (độ giật – tốc độ thay đổi gia tốc) là hai thông số quyết định cách máy in tăng tốc khi bắt đầu một đường thẳng và giảm tốc khi vào góc cua.
- Cài đặt Jerk (hoặc Junction Deviation): Jerk kiểm soát tốc độ tối thiểu mà đầu in phải giảm xuống khi rẽ góc. Giá trị Jerk mặc định trên các máy in thường khá cao (khoảng 8–15mm/s). Hãy thử giảm thông số Jerk của thành vách ngoài (Outer Wall Jerk) xuống còn 5–7mm/s trong OrcaSlicer hoặc Bambu Studio. Việc này giúp đầu in bo góc êm ái hơn, giảm đáng kể xung lực quán tính.
- Phân tách gia tốc cho từng loại đường in: Thay vì áp dụng một mức gia tốc chung cho toàn bộ quá trình in, bạn nên cấu hình gia tốc riêng biệt. Trong khi đường đi nhựa bên trong (Infill) hoặc thành vách trong (Inner Wall) có thể chạy ở gia tốc 5000mm/s² để tiết kiệm thời gian, thì thành vách ngoài (Outer Wall) – nơi thể hiện chất lượng thẩm mỹ – nên được giới hạn gia tốc ở mức 1000–1500mm/s². Sự chênh lệch gia tốc này giúp bề mặt ngoài phẳng mịn mà không làm tăng tổng thời gian in quá nhiều.
Ứng dụng thuật toán Input Shaping trên hệ firmware Klipper
Input Shaping là công nghệ khử rung động bằng phần mềm. Thuật toán này phân tích các tập lệnh di chuyển tiếp theo trong bộ đệm và chủ động chèn thêm các dao động nhỏ ngược pha để triệt tiêu tần số rung tự nhiên của máy in.

Quy trình hiệu chuẩn tự động bằng cảm biến gia tốc ADXL345 được thực hiện như sau:
- Gắn chặt cảm biến ADXL345 lên cụm đầu phun. Kết nối các chân SPI của cảm biến với máy tính Raspberry Pi chạy Klipper hoặc bo mạch điều khiển.
- Khai báo cảm biến trong file cấu hình
printer.cfg. - Chạy lệnh
SHAPER_CALIBRATEthông qua cửa sổ điều khiển Console. Máy in sẽ tự động thực hiện quá trình quét tần số rung từ 1Hz đến 120Hz trên cả hai trục X và Y. - Hệ thống sẽ tính toán và đề xuất loại bộ lọc phù hợp (như MZV, EI, 2HUMP_EI) cùng với tần số triệt tiêu tối ưu cho từng trục.
- Lưu thông số vào cấu hình. Ví dụ:
[input_shaper]
shaper_freq_x: 48.6
shaper_type_x: mzv
shaper_freq_y: 38.2
shaper_type_y: eiSau khi nạp các thông số này, máy in có thể chạy ở gia tốc lên đến 8000–10000mm/s² mà bề mặt đứng hoàn toàn không bị lỗi ghosting hay ringing.
Case Study thực tế tại xưởng gia công: Khắc phục lỗi ghosting cho lô hàng 200 vỏ hộp nhựa ABS kỹ thuật
Tại xưởng in 3D GN3D, chúng tôi thường xuyên tiếp nhận các đơn hàng chế tạo chi tiết máy đòi hỏi độ chính xác kích thước lắp ghép khắt khe. Việc áp dụng đúng quy trình hiệu chuẩn rung động cơ học là chìa khóa giúp chúng tôi hoàn thành đơn hàng đúng tiến độ mà vẫn đảm bảo dung sai ±0.1mm tiêu chuẩn kỹ thuật.
Tháng trước, một doanh nghiệp thiết bị đo lường đặt hàng GN3D Studio gia công gấp 200 vỏ hộp bảo vệ bộ điều khiển PLC bằng nhựa kỹ thuật ABS chịu nhiệt. Kích thước phủ bì của mỗi hộp là 220×150×90mm, vách dày 3.5mm với nhiều khe tản nhiệt dạng mang cá và các lỗ bắt vít ren chìm đòi hỏi dung sai lắp ghép khít khao không vượt quá ±0.1mm. Tiến độ bàn giao yêu cầu cực kỳ gấp: toàn bộ lô hàng phải được hoàn thành và đóng gói trong vòng 48 giờ.
Hệ máy được lựa chọn để sản xuất là dàn máy in 3D FDM CoreXY chuyên dụng của chúng tôi. Với nhựa ABS, để tránh lỗi cong vênh (warping) và nứt lớp do co ngót nhiệt, chúng tôi phải duy trì nhiệt độ bàn in ở 100°C và sấy cabin kín ở 55°C. Ban đầu, để kịp tiến độ 48 giờ, kỹ thuật viên thiết lập tốc độ in thành ngoài ở mức 150mm/s và gia tốc 4000mm/s².
Tuy nhiên, mẫu in thử nghiệm đầu tiên xuất hiện lỗi ghosting nghiêm trọng. Các đường vân sóng in bóng mờ xuất hiện dày đặc xung quanh các khe tản nhiệt và lỗ bắt vít trên mặt đứng của vỏ hộp. Rung động cơ học quá mạnh tại các điểm cua gấp làm các góc vuông bị phồng nhẹ, đo bằng thước cặp panme cho thấy kích thước tại các góc bị sai lệch từ +0.15mm đến +0.22mm, hoàn toàn không đạt yêu cầu dung sai kỹ thuật để lắp vừa mạch điện tử của khách hàng.
Kỹ sư trưởng tại GN3D lập tức tạm dừng sản xuất và thực hiện quy trình xử lý lỗi theo các bước:
- Kiểm tra cơ khí: Dùng thiết bị đo tần số âm thanh kiểm tra đai truyền động. Phát hiện đai trục X bên trái có tần số 115Hz, trong khi đai bên phải đạt 150Hz. Sự chênh lệch độ căng đai lớn này làm cụm đầu phun bị xoắn nhẹ khi tăng tốc đột ngột, khuếch đại rung động cơ học. Kỹ thuật viên tiến hành xả ốc căng đai và siết lại, đồng bộ tần số cả hai đai về mức 140Hz. Đồng thời tra thêm mỡ mỡ lithium chuyên dụng vào hệ ray trượt trục X và Y.
- Đo tần số cộng hưởng bằng ADXL345: Lắp cảm biến gia tốc lên đầu phun và chạy chương trình hiệu chuẩn tự động
SHAPER_CALIBRATEtrên Klipper. Đồ thị PSD xuất ra cho thấy trục X có tần số cộng hưởng lớn nhất ở mức 45.4Hz, đề xuất bộ lọc shaper loạimzv. Trục Y do kéo theo hệ thống thanh truyền động có khối lượng nặng hơn nên tần số cộng hưởng nằm ở mức 36.8Hz, đề xuất bộ lọc shaper loạieiđể có dải khử rung rộng hơn. - Tối ưu cấu hình Slicer: Trong OrcaSlicer, chúng tôi giữ nguyên tốc độ in thành ngoài ở 150mm/s để kịp tiến độ, nhưng giảm gia tốc thành ngoài (Outer Wall Acceleration) từ 4000mm/s² xuống còn 1500mm/s². Gia tốc của thành trong và infill vẫn được giữ ở mức 6000mm/s² để tối ưu hóa thời gian chạy máy.
Kết quả sau khi hiệu chỉnh:
- Mẫu in thử nghiệm thứ hai cho bề mặt phẳng mịn hoàn hảo dưới ánh sáng mạnh, các đường vân ghosting quanh lỗ bắt vít và khe mang cá biến mất hoàn toàn.
- Dung sai kích thước lắp ghép thực tế của sản phẩm đạt mức ±0.07mm (vượt chuẩn yêu cầu ±0.1mm của khách hàng), các chốt ren nhiệt lắp ghép khít khao, không cần gia công gọt dũa lại.
- Thời gian in mỗi vỏ hộp chỉ mất 1h45 phút. Toàn bộ lô hàng 200 sản phẩm được in xong và đóng gói bàn giao cho khách hàng sau 38 giờ làm việc liên tục, đáp ứng cam kết giao hàng trong 24–48h của GN3D.
Sự am hiểu tường tận về cơ học chuyển động và thuật toán điều khiển giúp chúng tôi tự tin mang đến các giải pháp in 3D FDM chất lượng cao trên đa dạng các loại vật liệu kỹ thuật từ PLA, PETG, ABS cho đến các loại nhựa chịu lực cao như Nylon (PA) hay TPU dẻo.
Câu hỏi thường gặp về lỗi ghosting máy in 3d (FAQ)
Hiệu chuẩn rung động cơ học luôn là đề tài kỹ thuật phức tạp đối với cả những người vận hành máy lâu năm. Dưới đây là giải đáp cho các câu hỏi phổ biến liên quan đến lỗi này.
Tại sao dây curoa quá căng cũng có thể gây ra lỗi bề mặt tương tự ghosting?
Khi bạn siết dây curoa quá căng, lực ép tác động lên các vòng bi của động cơ bước và con lăn tăng lên vượt ngưỡng thiết kế. Điều này làm tăng độ ma sát tĩnh và gây ra hiện tượng sượng nhẹ khi động cơ bước di chuyển ở tốc độ thấp. Thêm vào đó, đai quá căng sẽ truyền tải nguyên vẹn các dao động bước siêu nhỏ của động cơ (step vibration) lên đầu phun mà không có sự đàn hồi hấp thụ. Lỗi này xuất hiện dưới dạng các đường vân đứng rất mỏng, đều nhau tăm tắp dọc theo vách đứng, gọi là hiện tượng VFA. Do đó, việc căng đai cần tuân thủ đúng dải tần số khuyến nghị 130–150Hz, tuyệt đối không siết đai quá mức cho phép.
Tôi có thể cân chỉnh Input Shaping trên hệ firmware Marlin mà không cần cảm biến gia tốc ADXL345 không?
Hoàn toàn có thể. Từ phiên bản Marlin 2.1.2 trở đi, thuật toán Input Shaping đã được tích hợp sẵn. Nếu không có cảm biến gia tốc ADXL345 để tự động đo tần số, bạn phải in một mẫu thử nghiệm chuyên dụng có tên là \”Ringing Tower\” hoặc \”Ghosting Test Cube\” được thiết kế sẵn các rãnh tạo rung động. Bằng cách đo khoảng cách từ góc rẽ đến các đỉnh vân sóng mờ bằng thước cặp cơ khí, sau đó áp dụng công thức toán học dựa trên tốc độ in vách ngoài, bạn sẽ tìm ra được tần số cộng hưởng của trục X và Y. Cuối cùng, bạn nạp các giá trị này vào file cấu hình Marlin hoặc nhập qua lệnh G-code M593 và lưu lại vào EEPROM của máy in.
Sự khác nhau giữa tính năng Jerk Control và Input Shaping là gì?
Jerk Control (trong Marlin) hay Junction Deviation là tính năng giới hạn tốc độ tức thời của đầu phun khi đi qua các góc cua gấp. Việc giảm Jerk sẽ ép máy in phải giảm tốc độ thật chậm trước khi rẽ góc, từ đó làm giảm lực quán tính gây rung động cơ học. Tuy nhiên, giảm Jerk quá sâu sẽ làm tăng đáng kể thời gian in và gây ra hiện tượng phình nhựa ở góc do đầu phun dừng lại quá lâu.
Trong khi đó, Input Shaping là một thuật toán lọc tín hiệu số thông minh. Nó không yêu cầu đầu phun phải giảm tốc độ quá sâu khi vào góc rẽ. Thay vào đó, nó thay đổi biên độ xung điều khiển động cơ bước để triệt tiêu năng lượng rung động tự nhiên của khung máy. Nhờ đó, Input Shaping giúp máy in giữ được tốc độ in cực cao và gia tốc lớn mà bề mặt vẫn phẳng mịn, không bị rung.
Khối lượng bàn in của máy in dạng Cartesian (Bed-Slinger) ảnh hưởng thế nào đến lỗi ghosting?
Trên các máy in dạng Cartesian truyền động bàn in theo trục Y (như Ender 3, Prusa i3), bàn in phải cõng toàn bộ khối lượng của bàn nhiệt bằng nhôm, tấm thép PEI từ tính và cả khối lượng của chính mẫu in đang lớn dần lên. Khối lượng chuyển động của trục Y này lớn hơn rất nhiều so với cụm đầu phun di chuyển trên trục X.
Khối lượng lớn làm giảm tần số cộng hưởng tự nhiên của trục Y xuống rất thấp (thường chỉ khoảng 25–35Hz). Điều này khiến trục Y cực kỳ nhạy cảm với lỗi ghosting khi in nhanh. Hơn nữa, khi chiều cao mẫu in tăng lên, trọng tâm của mẫu thay đổi, lực quán tính tác động lên lớp nhựa bên dưới càng lớn, dễ gây ra hiện tượng lệch tầng (Layer Shift). Do đó, đối với máy Bed-slinger, bạn bắt buộc phải thiết lập gia tốc trục Y thấp hơn trục X khoảng 30% đến 40% để giữ chất lượng bề mặt ổn định.
Hiểu rõ nguyên nhân và cách khắc phục lỗi ghosting giúp nâng cao đáng kể chất lượng sản phẩm in 3D FDM. Tại GN3D Studio, chúng tôi sở hữu dàn máy in FDM hiện đại được căn chỉnh rung động cơ khí và cấu hình tối ưu hóa phần mềm kỹ lưỡng. Mọi chi tiết kỹ thuật gia công tại xưởng đều đảm bảo tính thẩm mỹ cao cùng dung sai cơ khí đạt chuẩn lắp ghép. Nếu bạn đang cần gia công các mẫu thử nghiệm cơ khí chính xác hoặc sản xuất linh kiện nhựa số lượng lớn, hãy liên hệ với chúng tôi để nhận báo giá in 3D miễn phí trong vòng 5 phút.