Khi gia công các chi tiết kỹ thuật cơ khí, góc vuông của sản phẩm in 3D thường bị phình to hoặc bo tròn, dẫn đến sai lệch kích thước vượt mức cho phép. Hiện tượng này xảy ra do quán tính của dòng nhựa nóng chảy tích tụ trong đầu phun khi cụm đầu in tăng giảm tốc độ đột ngột. Để giải quyết triệt để vấn đề này, kỹ thuật viên vận hành cần đo đạc và cấu hình chính xác tính năng bù áp suất đầu phun.
Pressure Advance (hoặc Linear Advance trên Marlin) là tính năng bù áp suất đầu phun trong quá trình tăng/giảm tốc, giúp kiểm soát lượng nhựa đẩy ra đồng đều tại các điểm chuyển hướng, từ đó triệt tiêu hiện tượng phình góc và kéo sợi khi in 3D FDM.
| Đặc tính góc in | Khi Pressure Advance quá thấp (hoặc tắt) | Khi Pressure Advance quá cao | Khi Pressure Advance chuẩn xác (Đạt yêu cầu) |
|---|---|---|---|
| Biểu hiện ở góc vuông | Góc bị phình to, thừa nhựa, mất sắc nét | Góc bị bo tròn, thiếu nhựa, hở đường in | Góc vuông sắc nét, kích thước chuẩn dung sai |
| Chất lượng bề mặt | Xuất hiện đốm nhựa (zits) ở đầu/cuối đường chạy dao | Bề mặt bị thiếu nhựa cục bộ (under-extrusion) | Bề mặt nhẵn mịn, đều màu, liên kết lớp tốt |
| Giá trị PA tham khảo | Klipper PA = 0 (Marlin K = 0) | PLA Bowden > 0.8, PLA Direct > 0.08 | Direct Drive: 0.02–0.06 / Bowden: 0.2–0.6 |
Tại sao góc in 3D bị phình to và mất sắc nét?
Khi máy in 3D FDM chuyển hướng để tạo các góc vuông 90°, cụm đầu in bắt buộc phải giảm tốc độ về gần bằng 0 trước khi tăng tốc theo phương vuông góc. Trong quá trình giảm tốc này, cơ cấu đùn đầu in cũng giảm tốc độ đẩy nhựa theo tỷ lệ thuận. Dù cơ cấu đùn đã dừng quay, áp suất dư thừa tích tụ bên trong đầu phun vẫn tiếp tục đẩy lượng nhựa nóng chảy ra ngoài bàn in.
Chính lượng nhựa thừa này tạo nên các nốt mụn to, làm phình to các góc vuông trên sản phẩm. Khi cụm đầu in bắt đầu tăng tốc rời khỏi góc in, áp suất trong đầu phun lại cần thời gian để tích lũy từ đầu. Sự chậm trễ này gây ra hiện tượng thiếu nhựa cục bộ ngay sau góc rẽ, làm yếu liên kết cơ khí của sản phẩm. Tại xưởng in 3D GN3D, hiện tượng này ảnh hưởng trực tiếp đến dung sai ±0.1mm của các khớp ghép cơ khí, khiến sản phẩm lỗi không thể lắp ráp.
Để xử lý vấn đề rung động và áp suất khi in tốc độ cao, kỹ thuật viên thường phải kết hợp tính năng input shaping và hiệu chuẩn áp suất đầu phun để đạt độ sắc nét tuyệt đối cho các góc vuông.

Pressure Advance là gì và nguyên lý hoạt động ra sao?
Cơ chế hoạt động của pressure advance tương tự như cách chúng ta bơm một ống xylanh chứa chất lỏng đặc sệt. Nhựa in nóng chảy trong đầu phun hoạt động như một lò xo có tính đàn hồi. Khi ép mạnh, lò xo co lại và tích áp suất; khi thả ra, lò xo mất thời gian để giãn về trạng thái cũ.
Tính năng pressure advance được thiết lập trong firmware (như Klipper hoặc Marlin dưới dạng Linear Advance) để dự đoán và bù trừ cho sự co giãn đàn hồi này của dòng nhựa nóng chảy.
Nguyên lý hoạt động của thuật toán dựa trên việc thay đổi lượng đẩy nhựa của cơ cấu đùn đầu in dựa trên gia tốc của cụm đầu in:
- Khi tăng tốc: Cơ cấu đùn sẽ chủ động đẩy thêm một lượng nhựa nhanh để bù đắp cho sự chậm trễ áp suất, đảm bảo lượng nhựa chảy ra kịp thời tại đầu phun.
- Khi giảm tốc: Cơ cấu đùn sẽ chủ động rút nhựa lại một chút (retract chủ động siêu nhỏ) trước khi cụm đầu in dừng lại, giải phóng áp suất tích tụ để tránh rò rỉ nhựa thừa ở góc in.
Nhờ thuật toán này, dòng nhựa chảy ra từ nozzle (đầu phun) luôn đồng đều và tỷ lệ thuận với tốc độ di chuyển thực tế của cụm đầu in trên bàn in. Góc vuông trên chi tiết sẽ không bị bo tròn hay phình to, giữ đúng kích thước thiết kế ban đầu.
Sự khác biệt về Pressure Advance giữa Direct Drive và Bowden Extruder
Hệ thống dẫn nhựa ảnh hưởng trực tiếp đến giá trị hiệu chuẩn của pressure advance. Khoảng cách từ bánh răng đẩy nhựa của cơ cấu đùn đầu in đến nozzle càng xa thì tính đàn hồi của nhựa in càng lớn, yêu cầu giá trị bù trừ càng cao.
Đối với hệ thống đùn trực tiếp (Direct Drive), khoảng cách từ bánh răng đẩy đến vùng nóng chảy của đầu phun là ngắn, thường chỉ từ 10mm đến 50mm. Nhờ đường dẫn ngắn, độ trễ áp suất là rất thấp. Do đó, giá trị pressure advance trên các dòng máy Direct Drive (như Bambu Lab P1S, Voron 2.4, Creality Ender 3 V3) thường dao động rất nhỏ, chỉ khoảng 0.02 đến 0.08.
Ngược lại, hệ thống đùn gián tiếp (Bowden Extruder) dẫn nhựa thông qua một ống dẫn PTFE dài từ 300mm đến 600mm. Khi cơ cấu đùn đẩy nhựa, cuộn nhựa bên trong ống PTFE sẽ bị uốn cong và nén lại giống như một lò xo dài. Độ trễ áp suất lúc này là lớn. Giá trị pressure advance cho máy in Bowden thường nằm trong khoảng từ 0.2 đến 0.8, thậm chí cao hơn đối với các loại nhựa dẻo TPU.
Việc áp dụng sai trị số pressure advance của hệ thống này lên hệ thống kia sẽ gây ra lỗi in nghiêm trọng:
- Nếu áp giá trị PA của Bowden (ví dụ: 0.4) cho Direct Drive, cơ cấu đùn sẽ rút nhựa quá mức khi giảm tốc, gây rỗng ruột và đứt quãng đường in tại các góc vuông.
- Nếu áp giá trị PA của Direct Drive (ví dụ: 0.03) cho Bowden, áp suất dư thừa gần như không được giải phóng, góc vuông vẫn sẽ phình to như khi chưa cấu hình.
Hai phương pháp đo Pressure Advance chuẩn kỹ thuật
Kỹ thuật viên tại xưởng in 3D GN3D thường áp dụng hai phương pháp đo đạc chính dưới đây để tìm ra trị số bù áp suất tối ưu cho từng loại nhựa.
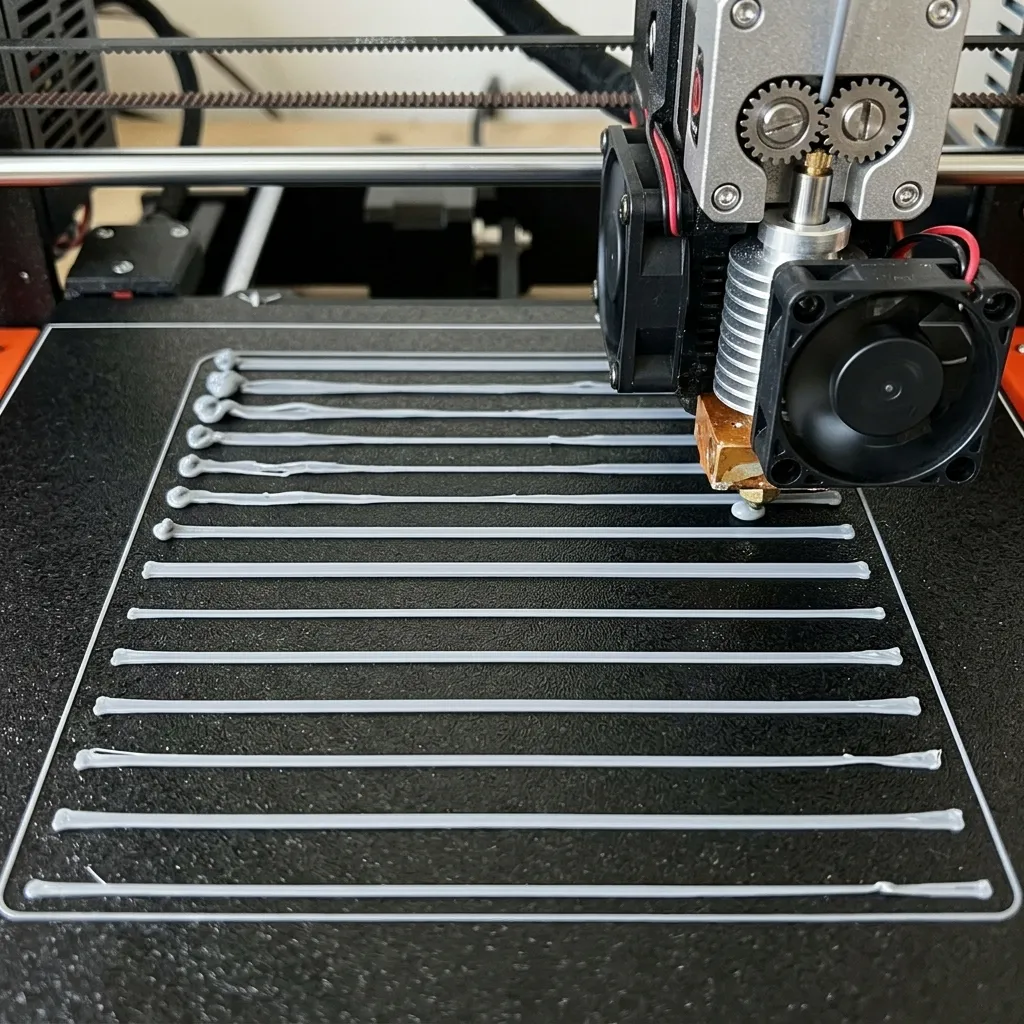
1. Phương pháp đường thẳng (Line Method)
Phương pháp này là cách nhanh nhất và tiết kiệm nhựa in nhất để xác định sơ bộ giá trị pressure advance. Trong quá trình in thử, máy sẽ in một chuỗi các đường thẳng song song với các thiết lập áp suất tăng dần (ví dụ từ 0 đến 0.1 đối với Direct Drive, bước nhảy 0.005).
Mỗi đường thẳng sẽ được chia làm ba phân đoạn: phân đoạn đầu chạy chậm (tốc độ 20mm/s), phân đoạn giữa chạy rất nhanh (tốc độ 100mm/s đến 150mm/s) và phân đoạn cuối chạy chậm lại (tốc độ 20mm/s).
- Khi giá trị PA quá nhỏ hoặc bằng 0: Điểm chuyển tiếp giữa đoạn chậm và đoạn nhanh sẽ bị thiếu nhựa (đường in bị mảnh đi), trong khi điểm dừng ở cuối dòng sẽ bị thừa nhựa tạo thành một đốm nhựa tròn lớn.
- Khi giá trị PA quá lớn: Điểm chuyển tiếp từ chậm sang nhanh sẽ bị đùn thừa nhựa do áp suất tăng đột ngột, còn đoạn giữa tốc độ cao lại bị thiếu nhựa nghiêm trọng, thậm chí đứt quãng đường in.
- Khi giá trị PA đạt chuẩn: Toàn bộ đường in dài từ đầu đến cuối có độ rộng nét in đồng đều hoàn hảo, không có điểm phình hay co thắt nhựa.
Kỹ thuật viên chỉ cần đọc chỉ số số dòng in trên bàn in PEI và nhân với bước nhảy để có trị số PA chính xác nạp vào bộ cắt lát (slicer).
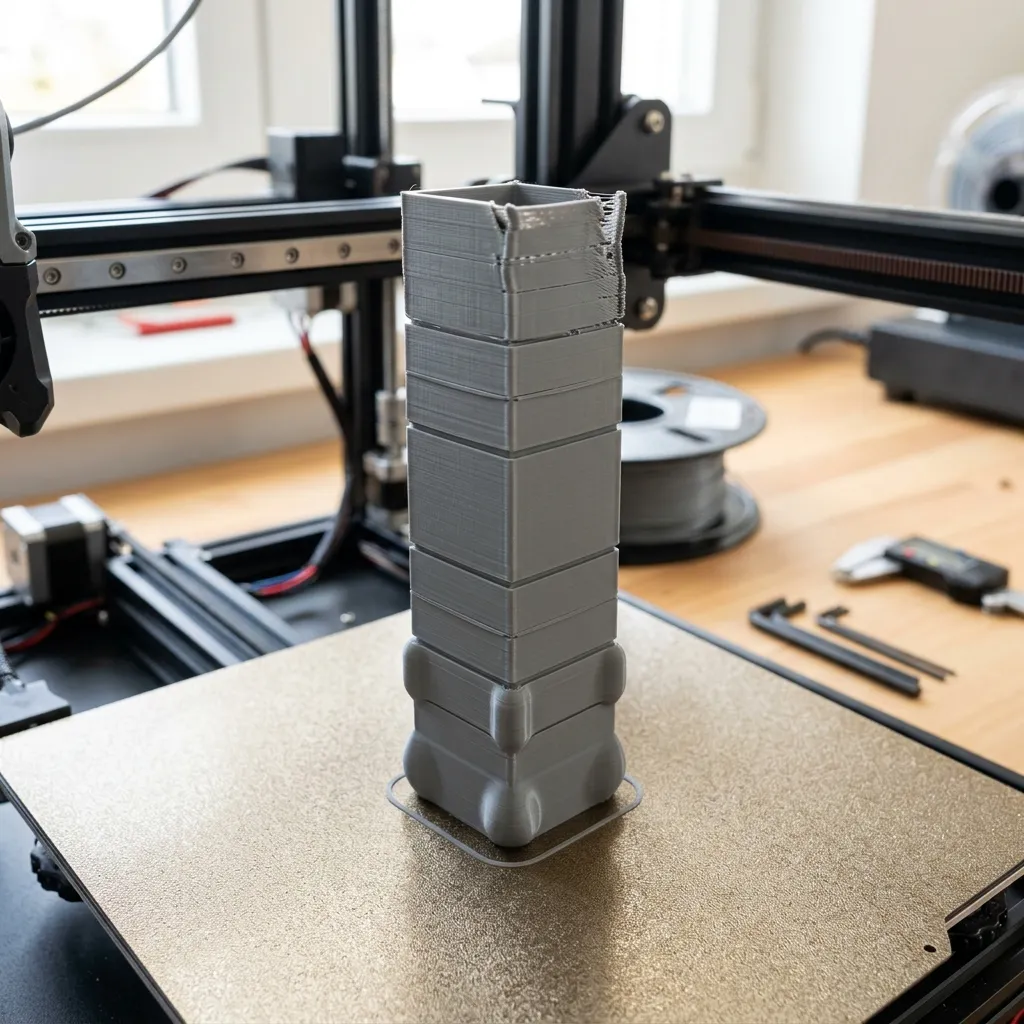
2. Phương pháp tháp hiệu chuẩn (Pattern Tower Method)
Mặc dù phương pháp đường thẳng rất nhanh, nó lại không phản ánh đúng động lực học của cụm đầu in khi thực hiện các đường bo góc thực tế. Để đạt độ chính xác tối đa cho các góc ghép cơ khí, kỹ thuật viên sử dụng phương pháp in tháp hiệu chuẩn (PA Tower).
Tháp hiệu chuẩn là một mô hình rỗng có kích thước đáy khoảng 50×50mm hoặc 100×100mm, cao khoảng 50mm, chứa các góc vuông và đường uốn lượn được lập trình thay đổi thông số PA tăng dần theo chiều cao Z (ví dụ: cứ tăng 1mm chiều cao, PA tăng thêm 0.002 đơn vị).
Khi in tháp này, bạn cần chú ý tắt tính năng kiểm soát thời gian in lớp tối thiểu (minimum layer time) và giữ tốc độ in thành ngoài (outer wall) ở mức cao đồng đều (khoảng 80mm/s đến 120mm/s) để tạo áp suất đầu phun đủ lớn.
Sau khi in xong tháp:
- Các lớp in ở phần đáy tháp (giá trị PA thấp) sẽ có các góc vuông bị phình to rõ rệt, sờ tay vào cảm nhận rõ gờ sắc nổi lên.
- Các lớp in ở phần ngọn tháp (giá trị PA quá cao) sẽ xuất hiện các vết nứt nhỏ ở góc, đường in bị tách rời do nhựa bị rút sớm trước khi cụm đầu in kịp chuyển hướng.
- Ở một khoảng cao nhất định ở giữa tháp, góc vuông sẽ nhẵn mịn, sắc nét và có độ rộng vách đều nhất.
Kỹ thuật viên sẽ dùng thước kẹp panme đo khoảng cách từ đáy tháp lên đến vị trí góc in đẹp nhất này. Công thức tính giá trị PA lúc này là:
PA = Giá trị bắt đầu + (Chiều cao đo được × Hệ số tăng)
Hướng dẫn thiết lập Pressure Advance trên các bộ Slicer phổ biến
Để áp dụng giá trị bù áp suất đã đo được vào quá trình sản xuất, bạn cần cấu hình chúng trong phần mềm cắt lát trước khi xuất file Gcode.
Thiết lập trong OrcaSlicer và Bambu Studio
OrcaSlicer là một trong những bộ slicer tiên tiến hỗ trợ sẵn tính năng hiệu chuẩn và quản lý pressure advance trực quan. Trong khi đó, Bambu Studio (phiên bản gốc) cũng đã tích hợp tính năng này trong phần cài đặt filament.
Các bước cấu hình chi tiết:
- Mở phần mềm OrcaSlicer hoặc Bambu Studio.
- Truy cập vào mục quản lý cuộn nhựa (Filament Settings) bằng cách nhấn vào biểu tượng chỉnh sửa bên cạnh tên loại nhựa in đang dùng.
- Kích hoạt tùy chọn
Enable Pressure Advancebằng cách đánh dấu chọn vào ô vuông tương ứng. - Nhập giá trị PA đã tìm được từ bước hiệu chuẩn vào ô dữ liệu (ví dụ:
0.025đối với nhựa PLA in trên máy Direct Drive). - Lưu profile nhựa với tên gọi dễ nhớ (ví dụ:
PLA_DirectDrive_PA_0.025).
Việc lưu thông số PA theo từng loại nhựa in là rất quan trọng vì mỗi chất liệu nhựa có độ đàn hồi khác nhau. Nhựa PETG mềm dẻo hơn sẽ luôn có giá trị PA cao hơn nhựa PLA cứng, ngay cả khi sử dụng chung một máy in và một đầu phun.
Thiết lập trong Klipper và Marlin (G-code)
Nếu bạn vận hành các dòng máy tự ráp chạy firmware Klipper hoặc các dòng máy chạy Marlin cũ, việc cấu hình có thể thực hiện thông qua mã Gcode khởi động hoặc file cấu hình hệ thống.
Đối với firmware Klipper, bạn có thể thiết lập giá trị mặc định cho từng đầu phun trong file cấu hình printer.cfg tại phân đoạn [extruder]:
pressure_advance: 0.028
Hoặc bạn có thể thêm lệnh cấu hình động vào Gcode khởi động (Start Gcode) trong slicer để thay đổi PA tự động theo từng cuộn nhựa in:
SET_PRESSURE_ADVANCE ADVANCE=0.028
Đối với firmware Marlin, tính năng này có tên gọi là Linear Advance. Bạn cần kích hoạt tính năng này khi biên dịch firmware bằng cách bỏ chú thích dòng #define LIN_ADVANCE. Sau đó, giá trị bù áp suất (K-factor) được thiết lập thông qua lệnh Gcode trong Start Gcode của phần mềm cắt lát:
M900 K0.03
Việc gán trị số K-factor hoặc PA trực tiếp vào từng cuộn nhựa trong phần mềm cắt lát luôn là phương án tối ưu hơn việc đặt cứng trong cấu hình máy in, giúp đảm bảo tính linh hoạt khi in đa vật liệu.
Tình huống thực tế: Căn chỉnh Pressure Advance cho vỏ hộp cơ khí tại xưởng gia công
Vào tuần trước, xưởng in 3D GN3D nhận đơn hàng gia công loạt 120 vỏ hộp bảo vệ mạch điện tử cho một dự án tự động hóa công nghiệp. Khách hàng yêu cầu sử dụng nhựa kỹ thuật ABS để đảm bảo khả năng chịu nhiệt và va đập tốt. Thiết kế vỏ hộp có kích thước phủ bì 125×85×40mm, độ dày thành 2.4mm với kết cấu khớp ghép rãnh âm dương (tongue-and-groove joint) bo quanh viền để chống nước xâm nhập. Yêu cầu dung sai lắp ráp của chi tiết cơ khí này rất nghiêm ngặt, đạt mức ±0.1mm.
Ban đầu, kỹ thuật viên vận hành thử nghiệm trên hệ thống máy in Bambu Lab X1C với profile nhựa ABS mặc định (giá trị pressure advance chưa được hiệu chuẩn, mặc định PA = 0). Kết quả in thử nghiệm đầu tiên xuất hiện lỗi nghiêm trọng:
- Bốn góc vuông bên ngoài của vỏ hộp bị phình to ra khoảng 0.35mm so với bản vẽ CAD, khiến nắp trên và thân hộp không thể ép sát vào nhau.
- Ở mặt trong, tại vị trí rãnh khớp ghép sâu 1.2mm, góc in bị thừa nhựa làm hẹp rãnh, khiến gioăng cao su bảo vệ không thể nhét vừa vào khe.
Để khắc phục lỗi phình góc này mà không làm ảnh hưởng đến tiến độ giao hàng trong 24–48h, kỹ sư trưởng tại GN3D đã dừng máy và tiến hành quy trình hiệu chuẩn áp suất đầu phun chuyên sâu.
Đầu tiên, chúng tôi chạy bộ hiệu chuẩn OrcaSlicer Line Method với nhựa ABS ở nhiệt độ đầu phun 260°C và bàn nhiệt 100°C. Dải đo PA được thiết lập từ 0 đến 0.08 với bước nhảy 0.002. Kết quả đo trực quan trên dòng in số 18 cho đường thẳng đồng đều nhất, tương đương giá trị PA bằng 0.036.
Để chắc chắn, một mẫu tháp hiệu chuẩn góc in vuông kích thước 50×50×40mm tiếp tục được in thử ở tốc độ 120mm/s. Quan sát tháp dưới kính phóng đại, góc in sắc nét nhất xuất hiện ở chiều cao 18mm từ bàn in. Áp dụng công thức tính toán, trị số PA tối ưu cho cuộn nhựa ABS này được xác định chính xác là 0.036.
Sau khi nạp trị số PA = 0.036 vào profile cắt lát OrcaSlicer và chạy lại đơn hàng:
- Các góc vuông 90° trên vỏ hộp ABS đạt độ sắc nét tuyệt đối, không còn gờ nhựa phình ra ngoài vách.
- Kích thước đo bằng thước kẹp panme điện tử cho thấy dung sai các góc được kiểm soát chặt chẽ dưới mức ±0.06mm (vượt mức tiêu chuẩn dung sai ±0.1mm thông thường của chúng tôi).
- Rãnh khớp ghép bo quanh viền hộp thẳng tắp, gioăng cao su lắp vào khít hoàn toàn, nắp hộp đóng mở trơn tru.
Nhờ quy trình kiểm soát kỹ thuật nghiêm ngặt và xử lý nhanh trong vòng 1 giờ, loạt sản phẩm đã được bàn giao đúng hạn cho khách hàng, khẳng định chất lượng gia công của GN3D Studio.
Các câu hỏi thường gặp khi hiệu chuẩn Pressure Advance
Dưới đây là tổng hợp các vướng mắc phổ biến của kỹ thuật viên khi thiết lập tính năng bù áp suất đầu phun trong thực tế.
Giá trị Pressure Advance có thay đổi khi thay đổi nhiệt độ in không?
Có. Nhiệt độ in ảnh hưởng trực tiếp đến độ nhớt của dòng nhựa nóng chảy. Khi tăng nhiệt độ in, nhựa sẽ lỏng hơn (độ nhớt giảm), làm giảm tính đàn hồi của lò xo áp suất trong đầu phun. Do đó, nếu bạn tăng nhiệt độ in hoặc chuyển sang loại nhựa có độ chảy cao (high-flow filament), giá trị pressure advance tối ưu thường sẽ giảm đi một chút. Ngược lại, nếu nhiệt độ in thấp, nhựa đặc hơn sẽ đòi hỏi giá trị PA cao hơn để đẩy nhựa kịp thời.
Tại sao sau khi chỉnh Pressure Advance góc in vẫn bị phình?
Nếu đã cấu hình PA mà góc in vẫn phình, nguyên nhân thường do hai yếu tố: tốc độ in góc quá cao hoặc đai truyền động (belt) bị chùng. Khi đai truyền động bị lỏng, cụm đầu in sẽ bị quán tính cơ khí kéo lệch khi chuyển hướng đột ngột, tạo ra lỗi rung động (ghosting) mô phỏng giống như lỗi phình góc do áp suất. Bạn cần kiểm tra lực căng của dây đai trước khi tiến hành đo đạc lại thông số PA.
Có cần đo Pressure Advance riêng cho từng màu nhựa không?
Có, đối với các chi tiết cơ khí đòi hỏi độ chính xác cao. Dù cùng một thương hiệu nhựa PLA, các chất tạo màu khác nhau (ví dụ màu trắng chứa Titan Dioxit nặng hơn, màu đen chứa carbon black) sẽ thay đổi tính chất nhiệt động học của polyme. Trải nghiệm thực tế cho thấy nhựa PLA màu trắng thường cần giá trị PA cao hơn khoảng 5% đến 10% so với nhựa PLA màu đen hoặc màu trong suốt để đạt chất lượng bề mặt tương đương.
Kết luận và khuyến nghị từ chuyên gia
Hiệu chuẩn pressure advance là bước bắt buộc để nâng tầm chất lượng sản phẩm in 3D FDM từ mức đồ chơi thông thường lên chuẩn linh kiện kỹ thuật lắp ráp. Việc kiểm soát tốt áp suất đầu phun giúp triệt tiêu hiện tượng phình góc, giảm thiểu kéo sợi và giữ vững dung sai sản phẩm ở mức tốt.
GN3D Studio chuyên in 3D FDM — không phải SLA hay resin đại trà. Chúng tôi tập trung 100% vào FDM để đạt kết quả tốt nhất cho từng loại vật liệu. Danh mục vật liệu đa dạng tại xưởng bao gồm PLA, PETG, ABS, TPU (nhựa dẻo), PA/Nylon — mỗi loại đều có profile in riêng được chuyên gia kỹ thuật tinh chỉnh áp suất đầu phun tỉ mỉ để tối ưu kết quả gia công.
Nếu dự án của bạn đang cần chế tạo các linh kiện cơ khí chính xác cao, hãy liên hệ ngay với chúng tôi. Dịch vụ in 3D chất lượng cao với chi phí hợp lý tại GN3D sẽ giúp bạn tạo mẫu thử nhanh đạt chuẩn dung sai lắp ghép kỹ thuật trong thời gian ngắn nhất.