Nhiều khách hàng khi mới tiếp cận dịch vụ gia công chế tạo mẫu thử thường có suy nghĩ rằng chi phí in sẽ giống như in giấy văn phòng—chỉ cần đo kích thước hoặc đếm số trang là ra tiền. Tuy nhiên, trong thực tế sản xuất tại các xưởng in chuyên nghiệp, cách tính giá in 3d là một quy trình kỹ thuật phức tạp hơn thế rất nhiều. Chi phí cho một sản phẩm in hoàn thiện được cấu thành từ hàng loạt thông số vận hành như khối lượng vật liệu thực tế sử dụng, thời gian máy chạy liên tục, độ phức tạp của mô hình đòi hỏi cấu trúc chống đỡ (support) nhiều hay ít, và các bước hậu xử lý thủ công.
Cách tính giá in 3D là phương pháp xác định chi phí gia công một mô hình vật lý dựa trên tổng lượng nhựa tiêu hao (tính bằng gram), thời gian chạy máy thực tế (tính bằng giờ) và các chi phí phụ trợ như thiết lập file, cấu trúc hỗ trợ (support) và hậu xử lý sản phẩm.
Bảng so sánh nhanh các công thức tính giá in 3D hiện nay:
| Phương pháp | Công thức tính toán | Ưu điểm | Nhược điểm | Phù hợp với |
|---|---|---|---|---|
| Tính theo Gram | Khối lượng (g) × Đơn giá nhựa/g | Đơn giản, dễ báo giá nhanh | Không tính được công máy chạy lâu | Mẫu in đặc, cấu trúc đơn giản, ít support |
| Tính theo Giờ | Thời gian (h) × Đơn giá chạy máy/h | Phản ánh đúng khấu hao máy | Khó ước lượng trước nếu chưa slice file | Mẫu in rỗng lớn, chi tiết phức tạp, mịn cao |
| Hybrid (GN3D) | Nhựa + Giờ chạy máy + Công xử lý | Chính xác nhất, công bằng nhất | Phức tạp hơn khi tính toán thủ công | Chi tiết cơ khí, prototype lắp ghép cần dung sai |
Để giúp bạn hiểu rõ dòng tiền của mình đi đâu khi đặt hàng gia công, hãy cùng đi sâu vào phân tích các yếu tố cấu thành chi phí và công thức tính toán chi tiết dưới đây.
Tại sao cùng một mô hình in nhưng giá lại chênh lệch lớn?
Khi bạn gửi một file thiết kế 3D (như định dạng STL, OBJ hoặc STEP) đến xưởng in, các kỹ sư sẽ nạp file vào phần mềm cắt lớp (slicer) như Bambu Studio hay PrusaSlicer để phân tích cấu trúc. Phần mềm này sẽ tính toán chính xác đường chạy của đầu phun (nozzle), từ đó bóc tách ra các yếu tố chi phí cốt lõi dưới đây.
Đầu tiên là thể tích và khối lượng vật liệu thực tế sử dụng. Đây là lượng nhựa được nung chảy ở nhiệt độ từ 195°C đến 260°C (tùy chủng loại nhựa) và đùn ra qua đầu phun để đắp chồng từng lớp in (layer height). Lượng nhựa này bao gồm cả phần thân mô hình chính, cấu trúc in rỗng bên trong (infill), và các thành vách bên ngoài (wall lines).
Thứ hai là thời gian hoạt động của máy in. Khác với các phương pháp gia công cắt gọt CNC có tốc độ loại bỏ vật liệu rất nhanh, in 3D FDM là quá trình đắp dần vật liệu với tốc độ di chuyển của đầu phun thường dao động từ 50 đến 300 mm/s. Một mô hình có chiều cao lớn hoặc yêu cầu độ mịn bề mặt cao (layer height cực mỏng như 0.1mm) sẽ đòi hỏi máy phải di chuyển hàng triệu đường chạy dao, kéo dài thời gian chạy máy lên đến hàng chục tiếng đồng hồ, từ đó làm tăng chi phí khấu hao thiết bị.
Thứ ba là cấu trúc chống đỡ (support). Đối với các chi tiết có góc nhô (overhang) lớn hơn 45° hoặc có các phần lơ lửng giữa không trung (bridging), máy in không thể đùn nhựa vào khoảng không mà bắt buộc phải dựng lên các cột nhựa support đỡ bên dưới. Phần nhựa support này sau khi in xong sẽ bị gỡ bỏ và vứt đi, nhưng xưởng in vẫn phải tính chi phí vật liệu và thời gian chạy máy để tạo ra chúng.
Thứ tư là hao mòn thiết bị và điện năng tiêu thụ. Các bộ phận như đầu phun (nozzle), bàn in PEI, ống dẫn nhựa, quạt tản nhiệt và dây đai trục chuyển động đều có tuổi thọ giới hạn và cần được bảo dưỡng, thay thế định kỳ để đảm bảo dung sai ±0.1mm cho các chi tiết cơ khí lắp ghép. Chi phí này được phân bổ trực tiếp vào đơn giá chạy máy mỗi giờ.
Cuối cùng là công đoạn hậu xử lý (post-processing). Sau khi máy hoàn thành chu kỳ in, kỹ sư phải thực hiện gỡ sản phẩm khỏi bàn in PEI, bóc tách cấu trúc support bằng kìm chuyên dụng, chà nhám bề mặt tiếp xúc, gia nhiệt ren đồng (heat-set inserts) đối với các vỏ hộp điện tử kỹ thuật, hoặc sơn phủ bảo vệ. Công đoạn này hoàn toàn thủ công và tốn nhiều giờ làm việc của kỹ sư lành nghề.
Cách tính giá in 3D theo gram nhựa
Đây là phương pháp tính chi phí in truyền thống và lâu đời nhất, thường được áp dụng cho các đơn hàng gia công số lượng lớn hoặc các mô hình có hình dáng hình học cơ bản, ít chi tiết phức tạp. Công thức tính toán vô cùng đơn giản:
Giá thành sản phẩm = Khối lượng mô hình (gram) × Đơn giá nhựa trên mỗi gram
Trong đó, khối lượng mô hình được phần mềm slicer tính toán trước khi in, hiển thị rõ lượng nhựa tiêu thụ cho mô hình chính và lượng nhựa dùng cho support. Đơn giá nhựa trên mỗi gram phụ thuộc lớn vào chủng loại vật liệu nhựa kỹ thuật bạn lựa chọn:
- Nhựa PLA: Dòng nhựa phổ biến nhất, dễ in, hầu như không co ngót. Đơn giá dao động từ 700 đến 1.200 VNĐ/gram.
- Nhựa PETG: Nhựa chịu lực tốt, chống chịu thời tiết, dẻo dai hơn PLA. Đơn giá khoảng 900 đến 1.500 VNĐ/gram.
- Nhựa ABS: Độ bền nhiệt cao nhưng dễ cong vênh khi in khổ lớn. Đơn giá khoảng 900 đến 1.600 VNĐ/gram.
- Nhựa dẻo TPU: Đòi hỏi kỹ thuật in chậm để tránh kẹt đầu đùn nhựa. Đơn giá từ 1.500 đến 2.500 VNĐ/gram.
- Nhựa Nylon (PA): Dòng nhựa kỹ thuật siêu bền cơ học, chịu ma sát tốt cho bánh răng. Đơn giá khoảng 2.000 đến 3.500 VNĐ/gram.
Mặc dù phương pháp này giúp khách hàng dễ dàng tự ước lượng chi phí khi biết khối lượng file thiết kế, nhưng nó lại bộc lộ nhược điểm lớn khi gặp các mô hình rỗng nhưng có kích thước phủ bì lớn. Ví dụ, một khối lập phương kích thước 150×150×150mm được thiết lập mật độ infill chỉ 5% sẽ rất nhẹ (chỉ khoảng 80g nhựa PLA). Nếu tính theo gram, chi phí chỉ khoảng 80.000 VNĐ. Tuy nhiên, do kích thước lớn, máy in phải chạy liên tục trong 6 đến 8 giờ để hoàn thành lớp vỏ ngoài rộng lớn. Với mức giá 80.000 VNĐ, xưởng in chắc chắn sẽ bù lỗ chi phí vận hành máy, tiền điện và khấu hao đầu phun. Do đó, các xưởng in chuyên nghiệp không bao giờ áp dụng đơn thuần một phương pháp tính theo gram nhựa này cho mọi đơn hàng.
Cách tính giá in 3D theo giờ chạy máy FDM
Để khắc phục nhược điểm của phương pháp tính theo gram, phương pháp tính theo giờ chạy máy ra đời. Phương pháp này lấy thời gian hoạt động thực tế của máy in làm thước đo chính để tính giá thành:
Giá thành sản phẩm = Thời gian in thực tế (giờ) × Đơn giá chạy máy mỗi giờ
Đơn giá chạy máy mỗi giờ của các xưởng in thường dao động từ 25.000 đến 60.000 VNĐ/giờ, tùy thuộc vào phân khúc thiết bị đầu tư:
- Máy in FDM tiêu chuẩn giá rẻ: Tốc độ di chuyển chậm từ 50 đến 80 mm/s, dung sai lớn. Mức giá chạy máy khoảng 20.000 đến 30.000 VNĐ/giờ.
- Máy in FDM siêu tốc cao cấp (như Bambu Lab P1S hoặc X1C): Tốc độ in lên đến 250–350 mm/s, trang bị hệ thống bù trừ rung động (Input Shaping), đảm bảo bề mặt mịn màng và độ chính xác khớp ghép cao. Mức giá chạy máy khoảng 40.000 đến 60.000 VNĐ/giờ. Dù đơn giá giờ cao hơn, nhưng nhờ tốc độ nhanh gấp 3–4 lần máy thông thường, tổng thời gian in sẽ giảm đáng kể, giúp tổng chi phí cuối cùng của khách hàng tối ưu hơn.
Phương pháp tính theo giờ chạy máy cực kỳ công bằng đối với các mô hình yêu cầu chất lượng bề mặt siêu mịn. Khi bạn yêu cầu chiều cao lớp in (layer height) cực mỏng như 0.1mm hoặc 0.08mm để triệt tiêu các đường vân lớp in (layer lines) trên sản phẩm, máy in sẽ phải xếp nhiều lớp hơn gấp đôi hoặc gấp ba so với lớp in tiêu chuẩn 0.2mm. Dù lượng nhựa tiêu hao hoàn toàn không đổi, thời gian in sẽ kéo dài gấp 3 lần. Nhờ tính theo giờ, xưởng in sẽ bù đắp được chi phí vận hành kéo dài của thiết bị.
Tuy nhiên, điểm hạn chế của phương pháp này là khách hàng khó lòng tự tính toán trước chi phí nếu không có sẵn phần mềm slicer và profile in được tinh chỉnh đồng nhất với xưởng in. Hơn nữa, nếu xưởng sử dụng dòng máy in cũ có tốc độ di chuyển chậm, khách hàng sẽ phải trả nhiều tiền hơn cho cùng một sản phẩm so với khi in trên các máy in thế hệ mới.
Công thức tính phối hợp Hybrid – Tiêu chuẩn báo giá tại GN3D Studio
Nhằm dung hòa ưu điểm và triệt tiêu nhược điểm của cả hai phương pháp trên, GN3D Studio áp dụng công thức tính giá phối hợp Hybrid. Đây là công thức chuẩn công nghiệp, phản ánh chính xác nhất hao phí nguyên vật liệu lẫn hao phí khấu hao thiết bị thực tế:
Tổng chi phí = Chi phí vật liệu + Chi phí chạy máy + Chi phí chuẩn bị và Hậu xử lý
Cụ thể:
- Chi phí vật liệu: Được tính bằng khối lượng nhựa thực tế (bao gồm cả thân mô hình và cấu trúc support) nhân với đơn giá phôi nhựa đầu vào.
- Chi phí chạy máy: Được tính bằng thời gian in thực tế nhân với đơn giá khấu hao máy in mỗi giờ (đã bao gồm điện năng và hao mòn đầu phun).
- Chi phí chuẩn bị và Hậu xử lý: Bao gồm công kỹ sư kiểm tra, sửa lỗi file thiết kế 3D, thiết lập thông số cắt lớp tối ưu trên máy tính, và công đoạn bóc tách support thủ công sau khi in.
Công thức Hybrid giúp loại bỏ hoàn toàn các trường hợp báo giá ảo hoặc bù lỗ. Khách hàng in mô hình đặc, nặng nhưng in nhanh sẽ không bị tính giá quá cao; ngược lại, những mô hình rỗng lớn, in lâu cũng được tính phí một cách minh bạch và hợp lý. Tại GN3D Studio, chúng tôi cam kết mang lại bảng giá in 3D chi tiết và rõ ràng nhất, giúp doanh nghiệp dễ dàng kiểm soát chi phí trong quá trình nghiên cứu và phát triển sản phẩm mới.
Case Study thực tế: Báo giá vỏ hộp nhựa mạch điện IoT tại GN3D
Hãy cùng phân tích một tình huống cụ thể tại xưởng gia công để thấy rõ sự khác biệt của công thức tính giá Hybrid khi thay đổi các thông số kỹ thuật in.
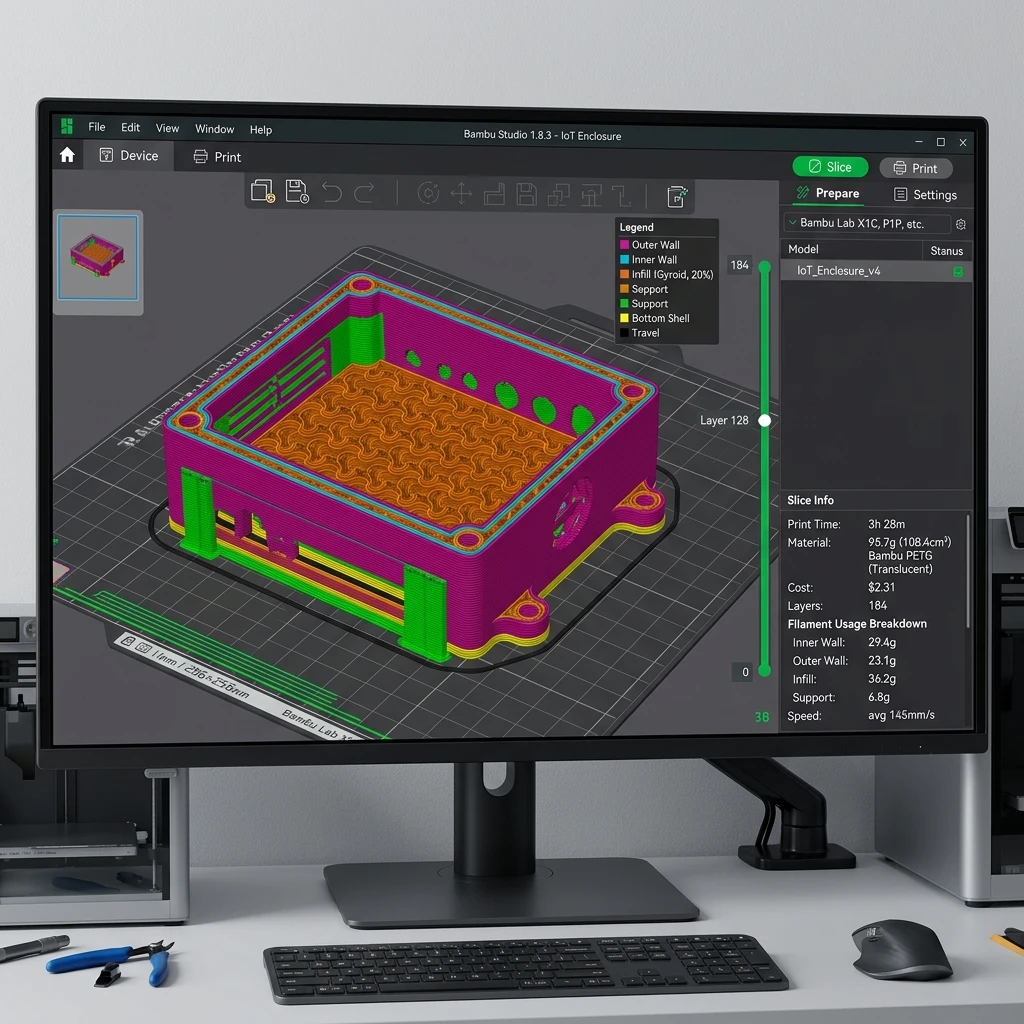
Khách hàng gửi một file thiết kế vỏ hộp mạch điện IoT bằng định dạng STEP, kích thước phủ bì sản phẩm là 120×80×45mm, độ dày vách vỏ là 2.5mm. Khách hàng yêu cầu sử dụng chất liệu nhựa PETG chịu lực, chịu nhiệt độ kính hóa cao để lắp ráp trực tiếp trong các tủ điện công nghiệp ngoài trời, dung sai lắp ghép nắp hộp yêu cầu đạt mức ±0.1mm.
Các kỹ sư kỹ thuật đã đưa ra hai phương án thiết lập thông số in (slicing profile) khác nhau để khách hàng lựa chọn tùy theo mục đích sử dụng thực tế:
Phương án 1: Tối ưu chi phí tối đa (Phù hợp làm mẫu thử nghiệm hình học sơ bộ – Prototype Stage 1)
- Thông số in: Chiều cao lớp in (layer height) thiết lập ở mức 0.28mm (lớp in dày, bề mặt hiện rõ vân lớp in nhưng in nhanh), mật độ infill 15% cấu trúc tổ ong (Grid).
- Khối lượng nhựa PETG tiêu hao: 60 gram (đã bao gồm một lượng nhỏ support ở khu vực lỗ cắm cổng sạc).
- Thời gian máy in chạy thực tế: 1h30 (1.5 giờ) trên dòng máy in siêu tốc Bambu Lab P1S.
- Tính toán chi phí theo công thức Hybrid:
- Tiền nhựa PETG: 60g × 1.000 VNĐ/g = 60.000 VNĐ.
- Tiền chạy máy: 1.5h × 40.000 VNĐ/h = 60.000 VNĐ.
- Công chuẩn bị file và gỡ support: 20.000 VNĐ.
- Tổng chi phí Phương án 1: 140.000 VNĐ / sản phẩm.
Phương án 2: Tối ưu độ bền cơ học và thẩm mỹ (Phù hợp lắp ráp sử dụng thực tế trong tủ điện – End-use Parts)
- Thông số in: Chiều cao lớp in (layer height) thiết lập ở mức 0.16mm (lớp in mỏng, bề mặt mịn màng, khít ren ốc vít), mật độ infill 40% cấu trúc con trỏ (Gyroid) để tăng khả năng chịu lực đa hướng, tăng độ dày thành vách lên 4 đường chạy nhựa (4 wall lines).
- Khối lượng nhựa PETG tiêu hao: 95 gram (nhựa đặc hơn giúp tăng độ cứng va đập).
- Thời gian máy in chạy thực tế: 3h30 (3.5 giờ) do đầu phun phải di chuyển nhiều đường khít nhau hơn để tạo độ mịn bề mặt.
- Tính toán chi phí theo công thức Hybrid:
- Tiền nhựa PETG: 95g × 1.000 VNĐ/g = 95.000 VNĐ.
- Tiền chạy máy: 3.5h × 40.000 VNĐ/h = 140.000 VNĐ.
- Công chuẩn bị file, xử lý bám bàn và gỡ support kỹ lưỡng: 30.000 VNĐ.
- Tổng chi phí Phương án 2: 265.000 VNĐ / sản phẩm.

Qua Case Study trên, có thể thấy rõ cùng một file thiết kế 3D và cùng một loại vật liệu PETG, chi phí in có thể chênh lệch từ 140.000 VNĐ lên đến 265.000 VNĐ (gần gấp đôi) chỉ bằng việc thay đổi thông số chiều cao lớp in và mật độ đặc của sản phẩm. Điều này chứng minh rằng việc có một kỹ sư in giàu kinh nghiệm tư vấn trực tiếp là cực kỳ quan trọng để giúp bạn lựa chọn đúng thông số, tránh lãng phí ngân sách phát triển sản phẩm.
Mẹo tối ưu hóa thiết kế để giảm 30% đến 50% chi phí in 3D
Nếu bạn đang chuẩn bị vẽ file 3D để đưa vào sản xuất, hãy áp dụng ngay các nguyên tắc thiết kế chuẩn FDM dưới đây để tối ưu hóa cách tính giá in 3d từ các xưởng gia công.
Thiết kế tự đứng để triệt tiêu cấu trúc support: Hãy cố gắng giữ các góc nghiêng (overhang) của mô hình so với phương thẳng đứng ở mức nhỏ hơn 45°. Với góc nghiêng này, máy in FDM có thể tự đắp lớp nhựa tiếp theo chồng lên một phần lớp nhựa trước đó mà không cần hệ thống chống đỡ đỡ bên dưới. Giảm support đồng nghĩa với việc bạn tiết kiệm được tiền nhựa phế thải, giảm giờ máy chạy và loại bỏ hoàn toàn vết sần sùi trên bề mặt sản phẩm sau khi gỡ support.
Chia tách mô hình thông minh: Đối với các chi tiết có hình dáng phức tạp, nhiều nhánh nhô ra các hướng khác nhau, việc in nguyên khối sẽ bắt buộc máy in phải phủ kín support xung quanh mô hình. Thay vào đó, hãy chủ động cắt mô hình thành nhiều mảnh phẳng riêng biệt có các khớp ghép, chốt định vị hoặc rãnh trượt để in phẳng trực tiếp trên bàn PEI, sau đó tiến hành ghép nối bằng keo dán chuyên dụng. Cách làm này vừa giúp tăng độ bền cơ học theo hướng thớ nhựa vừa giảm đến 50% chi phí in.
Tăng wall lines thay vì tăng infill đặc: Nhiều người nghĩ rằng muốn sản phẩm cứng cáp thì phải thiết lập mật độ infill đặc 100%. Đây là một sai lầm kỹ thuật gây lãng phí nhựa và thời gian in trầm trọng. Độ bền chịu lực của một sản phẩm in FDM chủ yếu được quyết định bởi độ dày của thành vách vỏ ngoài (wall lines). Việc tăng độ dày thành vách từ 2 lớp lên 4 hoặc 5 lớp kết hợp với mật độ infill chỉ 20% đến 30% cấu trúc Gyroid sẽ mang lại độ bền cơ học tương đương việc in đặc 80%, trong khi giúp tiết kiệm hơn 40% lượng nhựa tiêu thụ.
Bo góc tròn ở chân đế để tránh co ngót nhựa: Khi in các vật liệu kỹ thuật chịu nhiệt cao như ABS, PETG hay Nylon trên các dòng máy in thông thường, hiện tượng co ngót nhiệt rất dễ xảy ra ở các góc nhọn của chân đế tiếp xúc với bàn in PEI, dẫn đến lỗi cong vênh (warping) và làm hỏng mô hình. Việc thiết kế bo góc tròn (fillet) ở các góc chân đế sẽ giúp phân bổ ứng suất co ngót đều hơn, tăng diện tích bám bàn và giảm thiểu tối đa tỉ lệ in lỗi phải in lại—yếu tố trực tiếp làm phát sinh thêm chi phí của đơn hàng.
Nếu bạn chưa có nhiều kinh nghiệm trong việc tối ưu hóa file thiết kế, đội ngũ kỹ sư kỹ thuật luôn sẵn sàng hỗ trợ kiểm tra file hình học và tư vấn chỉnh sửa kết cấu hoàn toàn miễn phí. Khách hàng có thể tham khảo bảng giá in 3D chi tiết của chúng tôi để chủ động tính toán ngân sách tối ưu nhất cho dự án của mình.
Các câu hỏi thường gặp khi tính chi phí in 3D
Dưới đây là tổng hợp một số thắc mắc phổ biến nhất của khách hàng khi tính toán chi phí gia công in 3D FDM tại xưởng:
Tại sao hai file thiết kế có cùng kích thước phủ bì nhưng giá in lại khác nhau hoàn toàn?
Giá in 3D FDM được tính dựa trên lượng vật liệu thực tế đắp vào mô hình và thời gian đầu phun di chuyển. Một mô hình rỗng dạng hình hộp đơn giản sẽ tốn cực kỳ ít nhựa và in nhanh. Ngược lại, một mô hình có nhiều đường cong phức tạp, nhiều hốc kẽ nhỏ đòi hỏi máy phải giảm tốc độ di chuyển để đảm bảo độ chính xác, đồng thời phát sinh nhiều cấu trúc support đỡ bên trong sẽ tốn nhiều nguyên liệu và thời gian in hơn gấp nhiều lần, kéo theo chi phí tăng cao.
File có cấu trúc rỗng bên trong thì tính giá thế nào? Phần mềm slicer có đo được không?
Phần mềm cắt lớp (slicer) chuyên dụng sẽ tự động phân tích cấu trúc 3D của file và tính toán chính xác đến từng miligram lượng nhựa tiêu hao cũng như từng giây thời gian chạy máy dựa trên thông số thiết lập mật độ rỗng (infill). Do đó, bạn hoàn toàn có thể yên tâm rằng chi phí báo giá là hoàn toàn minh bạch, được trích xuất trực tiếp từ thuật toán cắt lớp máy tính chứ không phải ước lượng cảm tính của xưởng in.
Nhựa dẻo TPU có đắt hơn nhựa PLA thông thường không? Tại sao công in nhựa TPU lại cao hơn?
Nhựa dẻo TPU có đơn giá phôi nhựa đầu vào đắt hơn nhựa PLA thông thường khoảng 2 lần. Ngoài ra, do tính chất dẻo mềm đặc trưng, nếu in ở tốc độ cao sợi nhựa sẽ bị uốn cong bên trong bộ đùn (extruder) gây kẹt máy. Vì vậy, máy in bắt buộc phải chạy ở tốc độ rất chậm (khoảng 30 đến 40 mm/s, so với 150 mm/s của PLA). Thời gian chạy máy kéo dài gấp 3–4 lần khiến chi phí tiền công chạy máy cho nhựa dẻo TPU luôn ở mức cao hơn đáng kể.
Xưởng in 3D GN3D có tính phí sửa file thiết kế hoặc vẽ lại file từ bản vẽ tay không?
GN3D Studio hỗ trợ miễn phí hoàn toàn công đoạn kiểm tra lỗi hình học của file STL/STEP và tư vấn hướng tối ưu hóa kết cấu in FDM. Trong trường hợp khách hàng chưa có file thiết kế 3D mà chỉ có bản vẽ tay 2D, ảnh chụp kèm kích thước thước kẹp hoặc chi tiết thực tế bị gãy hỏng cần sao chép ngược, chúng tôi cung cấp dịch vụ vẽ lại file CAD và quét scan 3D chuyên nghiệp với chi phí hỗ trợ kỹ thuật tối ưu nhất cho khách hàng gia công in tại xưởng.
Gửi yêu cầu thiết kế và gia công của bạn cho chúng tôi ngay hôm nay để nhận báo giá in 3D miễn phí nhanh chóng trong vòng 5 phút từ đội ngũ kỹ sư thực chiến. Chúng tôi cam kết xử lý đơn hàng nhanh chóng, giao hàng trong 24–48h toàn quốc và đảm bảo dung sai kỹ thuật ±0.1mm trên từng sản phẩm bàn giao.