Khi cần chế tạo những mô hình có độ chi tiết siêu mịn, bề mặt láng bóng không tì vết hoặc các cấu trúc cơ khí siêu nhỏ, công nghệ in 3D FDM truyền thống thường gặp giới hạn vật lý do đường kính đầu phun và độ dày lớp in. Đây là thời điểm nhựa resin in 3D phát huy vai trò chủ đạo. Sử dụng phản ứng quang hóa để chuyển đổi chất lỏng nhạy sáng thành vật thể rắn, dòng vật liệu này mở ra khả năng tạo mẫu với độ phân giải cấp độ micron. Để lựa chọn đúng chủng loại vật liệu cho từng ứng dụng cụ thể từ tạo mẫu thẩm mỹ đến chế tạo chi tiết cơ khí chức năng, hãy cùng phân tích sâu các nhóm nhựa resin phổ biến trên thị trường hiện nay.
Nhựa resin in 3D là loại polyme dạng lỏng nhạy sáng (photopolymer), có khả năng hóa rắn dưới tác động của tia cực tím (UV). Vật liệu này chuyên dùng cho các công nghệ in SLA, DLP và LCD để tạo ra sản phẩm có độ mịn bề mặt cao và chi tiết sắc nét.
| Dòng Nhựa Resin | Độ Cứng Shore | Độ Bền Kéo (MPa) | Tỷ Lệ Co Ngót | Ứng Dụng Tiêu Biểu |
|---|---|---|---|---|
| Resin Tiêu Chuẩn | 80D – 84D | 35 – 45 | 1.5% – 3% | Mô hình anime, kiến trúc, prototype trực quan |
| Resin Chịu Lực | 78D – 82D | 45 – 55 | 1% – 2% | Vỏ hộp điện tử, chi tiết lắp ráp, đồ gá kỹ thuật |
| Resin Dẻo Đàn Hồi | 50A – 80A | 10 – 15 | 2% – 4% | Gioăng đệm, tay cầm dụng cụ, vỏ bọc chống va đập |
| Resin Đúc Sáp | 75D – 80D | 20 – 30 | 1% – 1.8% | Khuôn đúc trang sức, phục hình nha khoa kim loại |
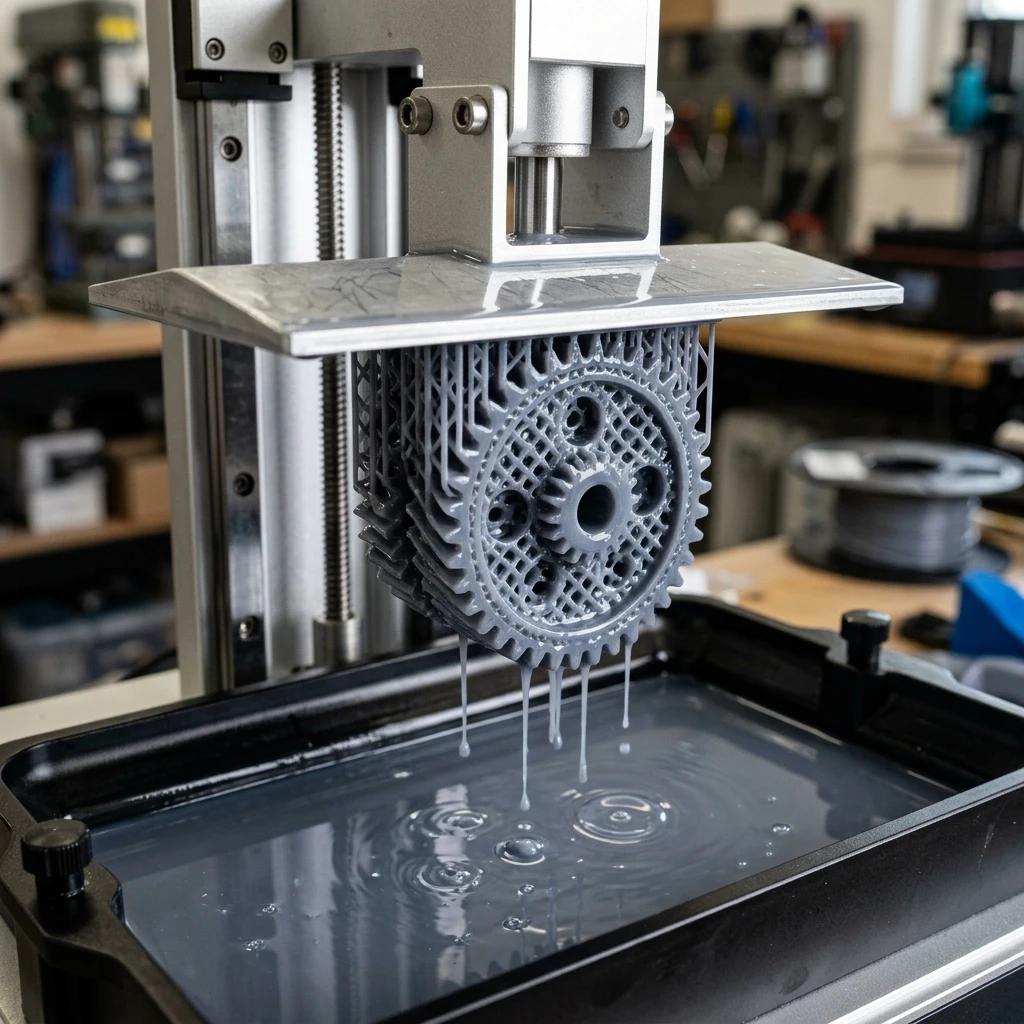
Cơ Chế Hóa Rắn Của Nhựa Resin In 3D Hoạt Động Như Thế Nào?
Khác với công nghệ FDM vốn dựa trên nguyên lý nóng chảy nhựa nhiệt dẻo rồi đùn qua đầu phun để đắp từng lớp, công nghệ in resin sử dụng chất hóa học lỏng nhạy sáng gọi là photopolymer. Thành phần của nhựa lỏng này bao gồm các monomer, oligomer phản ứng và chất khơi mào quang học (photoinitiator).
Khi tiếp xúc với một nguồn sáng UV có bước sóng thích hợp (thường là 405nm trên các dòng máy LCD/DLP thông dụng hoặc 355nm trên các hệ máy SLA công nghiệp), chất khơi mào quang học sẽ hấp thụ năng lượng photon và giải phóng các gốc tự do. Các gốc tự do này lập tức kích hoạt phản ứng trùng hợp chuỗi, liên kết các monomer và oligomer lỏng thành một mạng lưới polyme ba chiều thể rắn ổn định vững chắc. Quá trình này diễn ra cục bộ tại các vị trí được chiếu sáng theo từng lát cắt của file thiết kế 3D.
Đặc tính cơ học của vật thể in resin mang tính đồng hướng (isotropic) cao hơn nhiều so với in FDM. Trong in FDM, liên kết giữa các lớp in theo trục Z luôn là điểm yếu cốt cố do nhựa lớp sau bám dính nguội lên lớp trước. Đối với in resin, phản ứng hóa học xảy ra liên tục xuyên qua ranh giới giữa các lớp in trong suốt quá trình chiếu tia UV, tạo nên một khối vật chất đồng nhất về mặt cơ lý. Nhờ vậy, sản phẩm in có thể chịu ứng suất cơ học đa hướng tốt hơn ở quy mô siêu nhỏ.
Nhựa Resin Tiêu Chuẩn (Standard Resin) — Lựa Chọn Tối Ưu Cho Mô Hình Thẩm Mỹ
Resin tiêu chuẩn là dòng vật liệu phổ biến nhất trên thị trường hiện nay nhờ mức chi phí hợp lý và tốc độ in nhanh. Loại nhựa này được tối ưu hóa cho các nguồn sáng màn hình LCD hoặc nguồn quét laser SLA để đạt độ phân giải bề mặt cao nhất có thể.
Đặc tính vật lý nổi bật của resin tiêu chuẩn là độ cứng cao (thường đạt từ 80D đến 84D trên thang đo Shore D sau khi sấy UV hoàn thiện) và bề mặt nhẵn mịn như lụa. Khi in với chiều cao lớp in dao động từ 0.025mm đến 0.05mm, các đường vân lớp in dường như biến mất hoàn toàn dưới mắt thường, giúp sản phẩm in đạt tính thẩm mỹ tuyệt đối mà không cần gia công chà nhám phức tạp.
Tuy nhiên, điểm yếu lớn của dòng resin tiêu chuẩn là độ giòn cao. Do cấu trúc liên kết chéo của polyme sau khi hóa rắn rất khít và thiếu các chuỗi đàn hồi, sản phẩm in bằng nhựa tiêu chuẩn dễ dàng bị mẻ cạnh hoặc nứt vỡ khi chịu va đập mạnh hoặc rơi từ trên cao xuống bề mặt cứng. Đồng thời, độ co ngót của dòng nhựa này khi hóa rắn khá lớn (từ 1.5% đến 3%), có thể gây ra hiện tượng cong vênh nhẹ ở các cạnh đáy đối với những chi tiết dạng tấm phẳng bản rộng.
Dưới đây là một số thông số kỹ thuật và lưu ý khi gia công:
- Độ cứng Shore D: Đạt 80D – 84D sau khi sấy UV.
- Độ co ngót thể tích: 1.5% – 3% tùy thuộc vào hãng sản xuất.
- Độ bền kéo: 35 – 45 MPa.
- Dung môi tẩy rửa phù hợp: Cồn Isopropyl (IPA) nồng độ từ 95% trở lên hoặc dung dịch rửa chuyên dụng.
Ứng dụng chính của resin tiêu chuẩn tập trung vào việc sản xuất mô hình trưng bày nghệ thuật, tượng nhân vật anime chi tiết cao, mô hình sa bàn kiến trúc và các mẫu thử nghiệm trực quan (visual prototypes) dùng để đánh giá kiểu dáng thiết kế bên ngoài trước khi đưa vào sản xuất thương mại hàng loạt.

Nhựa Resin Chịu Lực (Tough và ABS-like Resin) — Khi Độ Bền Cơ Học Là Yêu Cầu Bắt Buộc
Để giải quyết bài toán gãy giòn của nhựa tiêu chuẩn, các nhà sản xuất vật liệu đã phát triển dòng nhựa resin chịu lực (thường được gọi là Tough Resin hoặc ABS-like Resin). Loại nhựa này được bổ sung các monomer mạch dài và các tác nhân tăng dai hóa dẻo trong công thức hóa học để cải thiện cơ tính của vật liệu sau khi lưu hóa.
Nhựa resin chịu lực mô phỏng các đặc tính cơ lý của nhựa ABS đúc phun truyền thống. Khi chi tiết chịu tải trọng kéo hoặc uốn, vật liệu không bị nứt gãy tức thì mà có xu hướng biến dạng đàn hồi rồi biến dạng dẻo (độ giãn dài khi đứt đạt từ 15% đến 30%, cao hơn gấp nhiều lần so với mức dưới 5% của nhựa tiêu chuẩn). Điều này giúp sản phẩm in chịu được lực uốn cong nhẹ và hấp thụ va đập tốt hơn hẳn.
Quy trình hậu xử lý sấy UV bổ sung (post-curing) đóng vai trò sống còn đối với độ bền của nhựa chịu lực. Nếu không sấy đủ thời gian, sản phẩm sẽ bị mềm và dễ biến dạng dưới tải trọng thấp. Ngược lại, nếu sấy UV quá lâu, các liên kết polyme sẽ bị bẻ gãy hoặc liên kết chéo quá mức, làm mất đi đặc tính đàn hồi và đưa vật liệu trở lại trạng thái giòn dễ vỡ.
Mẹo kỹ thuật từ xưởng GN3D: Khi hậu xử lý nhựa chịu lực Tough/ABS-like, chỉ nên sấy trong phòng sấy UV chuyên dụng từ 10 đến 20 phút ở nhiệt độ ấm khoảng 60°C. Với các chi tiết có vách mỏng dưới 2mm, thời gian sấy lý tưởng là 10 phút để giữ lại độ dẻo gia nguyên bản của vật liệu. Đối với vách dày trên 5mm, nâng thời gian sấy lên tối đa 20 phút để đảm bảo lõi chi tiết được lưu hóa đồng đều.
Nhờ cơ tính dẻo dai chịu va đập tốt, nhựa resin chịu lực được ứng dụng rộng rãi để chế tạo các vỏ hộp thiết bị điện tử có khớp gài cơ khí (snap-fit), đầu nối cáp tín hiệu, các chi tiết lắp ghép thử nghiệm chức năng hoạt động hoặc đồ gá chịu lực nhẹ trong dây chuyền sản xuất công nghiệp.
Nhựa Resin Dẻo (Flexible và Elastic Resin) — Giải Pháp Cho Các Chi Tiết Đàn Hồi Cao
Nhựa resin dẻo (Flexible/Elastic Resin) là dòng photopolymer đặc biệt được thiết kế để tạo ra các chi tiết có khả năng đàn hồi co giãn mạnh mẽ, mô phỏng hành vi cơ học của cao su hoặc silicone kỹ thuật. Độ cứng Shore của dòng nhựa này dao động rộng từ 50A đến 80A trên thang Shore A.
Sản phẩm in hoàn thiện bằng nhựa dẻo có thể uốn cong, kéo giãn hoặc bóp méo nhiều lần mà vẫn tự động trở lại hình dáng ban đầu mà không hề xuất hiện các vết rạn nứt bề mặt. Khả năng giảm chấn và chống rung động của vật liệu này rất tốt, giúp bảo vệ các cụm cơ khí nhạy cảm bên trong.
Quy trình in 3D với nhựa dẻo resin đòi hỏi sự tinh chỉnh kỹ thuật tỉ mỉ từ người vận hành máy in. Do đặc tính nhớt cao của chất lỏng nhựa dẻo, lực hút bám dính (peel force) giữa lớp in mới hóa rắn và màng phim đáy khay chứa nhựa (FEP film) lớn hơn rất nhiều so với resin thường. Nếu thiết lập tốc độ nâng bàn in quá nhanh, chi tiết sẽ lập tức bị kéo đứt khỏi đế bám hoặc rách nát cấu trúc hỗ trợ (support).
Do đó, kỹ thuật thiết kế support cho nhựa dẻo bắt buộc phải sử dụng các cột chống có đường kính lớn hơn (thường từ 1.2mm đến 1.5mm) và tăng mật độ tiếp xúc lên 70% – 80%. Tốc độ nhấc bàn in (lift speed) cần được hạ thấp xuống mức an toàn từ 40 đến 60 mm/phút để giảm thiểu tối đa lực kéo giật cơ học trong quá trình bóc tách từng lớp in.
Tình huống thực tế tại xưởng gia công: Một đối tác thiết kế robot nông nghiệp đã gửi file chế tạo thử nghiệm vỏ bọc chống sốc cho cụm cảm biến đo độ ẩm đất lắp ráp ở chân robot. Yêu cầu sản phẩm phải có độ đàn hồi co giãn để bọc khít thân cảm biến và chống thấm nước hoàn hảo. Ban đầu, khách hàng yêu cầu in nhựa dẻo TPU bằng công nghệ FDM. Tuy nhiên, do cụm vỏ bọc có độ dày thành vách siêu mỏng chỉ 0.4mm kết hợp khe rãnh luồn dây nhỏ 1.2mm, đầu đùn máy FDM không thể di chuyển liên tục mà không gây ra lỗi kéo sợi trầm trọng và rò rỉ nước ở các kẽ hở giữa các lớp in. GN3D đã tư vấn và chuyển hướng gia công sang nhựa resin dẻo độ cứng 70A trên hệ máy in LCD độ phân giải lớn của đối tác liên kết. Kết quả, chi tiết in ra đạt độ mịn bề mặt tuyệt đối, dung sai chính xác dưới ±0.05mm, ôm khít cụm cảm biến và vượt qua bài kiểm tra ngâm nước áp lực mà không có bất kỳ dấu hiệu rò rỉ nào.
Dòng nhựa dẻo resin là giải pháp hoàn hảo để chế tạo các loại gioăng đệm cao su chịu dầu, nút bấm đàn hồi trên bảng điều khiển thiết bị, đệm giảm chấn động cơ, tay cầm chống trượt cho dụng cụ cầm tay và các mô hình mô phỏng mô mềm dùng trong y học thực hành.
Nhựa Resin Đúc Sáp (Castable Resin) — Công Nghệ Lõi Cho Ngành Kim Hoàn Và Nha Khoa
Nhựa resin đúc sáp là dòng vật liệu chuyên dụng cao cấp được phát triển để phục vụ cho quy trình đúc sáp chảy (lost-wax casting). Thành phần của nhựa lỏng được trộn thêm một tỷ lệ sáp sấy mịn (thường từ 20% đến 40%) nhằm đảm bảo sản phẩm in có thể cháy hoàn toàn khi đưa vào lò nung thạch cao nhiệt độ cao.
Đặc tính quan trọng nhất của nhựa đúc sáp là khả năng bay hơi sạch không để lại tàn dư carbon hay tro bụi (zero ash) trong quá trình thiêu kết khuôn ở nhiệt độ 700°C – 750°C. Nếu sử dụng nhựa resin thường để đúc, khi nung nóng nhựa sẽ giãn nở nhiệt mạnh làm nứt vỡ khuôn thạch cao bên ngoài, đồng thời khi cháy hết sẽ để lại lớp muội than bám ở lòng khuôn, gây ra hiện tượng rỗ bề mặt hoặc bọt khí trên sản phẩm kim loại đúc hoàn thiện.
Quy trình gia nhiệt lò nung (burnout schedule) khi sử dụng khuôn thạch cao từ nhựa đúc sáp đòi hỏi sự tuân thủ nghiêm ngặt theo biểu đồ nhiệt tăng dần của nhà sản xuất. Nhiệt độ cần được nâng chậm rãi qua các mốc trung gian để nhựa sáp chảy ra ngoài trước khi tăng tốc lên nhiệt độ hóa hơi hoàn toàn.
Ứng dụng của nhựa đúc sáp vô cùng mạnh mẽ trong hai lĩnh vực chính:
- Ngành kim hoàn: Cho phép các nghệ nhân thiết kế những chi tiết trang sức như nhẫn, mặt dây chuyền có họa tiết ren nổi, ổ đá siêu nhỏ phức tạp mà các máy CNC tiện sáp truyền thống không thể chạm khắc tới.
- Nha khoa kỹ thuật số: Sử dụng để in các mão răng, cầu răng giả hoặc khung xương hàm liên kết từ file quét dấu hàm của bệnh nhân, sau đó đúc trực tiếp thành sản phẩm bằng hợp kim coban-crom hoặc titan với độ khít sát sinh học tuyệt đối.

So Sánh Chi Tiết Nhựa Resin Và Nhựa FDM Trong Lựa Chọn Gia Công Thực Tế
Để giúp khách hàng dễ dàng định hướng công nghệ gia công phù hợp cho từng dự án thiết kế cơ khí và mô hình, xưởng in GN3D cung cấp bảng so sánh đối đầu chi tiết dựa trên kinh nghiệm sản xuất thực tế tại xưởng.
| Tiêu Chí So Sánh | Công Nghệ In Resin (SLA/LCD) | Công Nghệ In FDM |
|---|---|---|
| Độ Mịn Bề Mặt | Siêu mịn, không lộ vân lớp in (chiều cao lớp in từ 0.01mm đến 0.05mm). | Lộ đường vân lớp in rõ rệt (chiều cao lớp in từ 0.1mm đến 0.28mm). |
| Độ Chi Tiết Nhỏ | Tái tạo các chi tiết siêu mảnh dưới 0.1mm cực tốt. | Giới hạn bởi đường kính đầu phun (thường từ 0.4mm trở lên). |
| Độ Bền Cơ Lý | Cơ tính đồng hướng tốt nhưng giòn hơn, dễ nứt gãy và bị lão hóa dưới ánh nắng. | Cơ tính dị hướng mạnh nhưng dẻo dai, chịu va đập và chịu tải trọng động tốt hơn. |
| Tốc Độ In Đơn Chi Tiết | Chậm hơn đối với các chi tiết có thể tích lớn. | Nhanh hơn nhờ tốc độ đùn nhựa nóng chảy liên tục. |
| Hậu Xử Lý | Phức tạp (rửa cồn IPA khử độc, gỡ support cẩn thận, sấy UV bổ sung). | Đơn giản (chỉ cần gỡ cấu trúc support là sử dụng được ngay). |
| Khổ In Tối Đa | Thường giới hạn ở kích thước nhỏ và trung bình (dưới 200×200×150mm). | Lớn hơn rất nhiều (khổ máy FDM tại GN3D đạt mức 400×400×400mm). |
Mặc dù nhựa resin mang lại độ thẩm mỹ vượt trội, việc lựa chọn công nghệ in còn phụ thuộc mật thiết vào mục đích sử dụng cuối cùng của sản phẩm.
Tại xưởng gia công, chúng tôi chuyên sâu in 3D FDM — không phải SLA hay resin đại trà. Chúng tôi tập trung 100% nguồn lực và máy móc hiện đại vào công nghệ FDM để tối ưu hóa chất lượng cơ tính cho các dòng vật liệu kỹ thuật chịu tải trọng nặng như PLA, PETG, ABS, TPU (nhựa dẻo) với dung sai ±0.1mm tiêu chuẩn kỹ thuật.
Tuy nhiên, hiểu được nhu cầu đa dạng của khách hàng đối với các sản phẩm mỹ thuật siêu mịn hoặc các chi tiết đúc phức tạp, GN3D đã xây dựng mạng lưới đối tác liên kết uy tín tại TP.HCM để cung cấp dịch vụ in 3D resin SLA/LCD chất lượng cao. Toàn bộ quy trình từ khâu tiếp nhận file thiết kế đến kiểm tra chất lượng sản phẩm hoàn thiện trước khi bàn giao đều được kiểm soát đồng bộ bởi các kỹ sư giàu kinh nghiệm của GN3D. Khách hàng chỉ cần gửi file thiết kế 3D ở định dạng STL, OBJ hoặc STEP để nhận báo giá in 3D miễn phí trong vòng 5 phút từ chúng tôi.
Những Lưu Ý Quan Trọng Về An Toàn Khi Tiếp Xúc Với Nhựa Resin Lỏng
Khác với các dòng sợi nhựa FDM như PLA hay PETG tương đối thân thiện với người sử dụng, nhựa resin in 3D ở trạng thái lỏng là một hợp chất hóa học có độc tính trung bình và dễ gây kích ứng da, niêm mạc mắt cũng như hệ hô hấp nếu không được thao tác đúng cách.
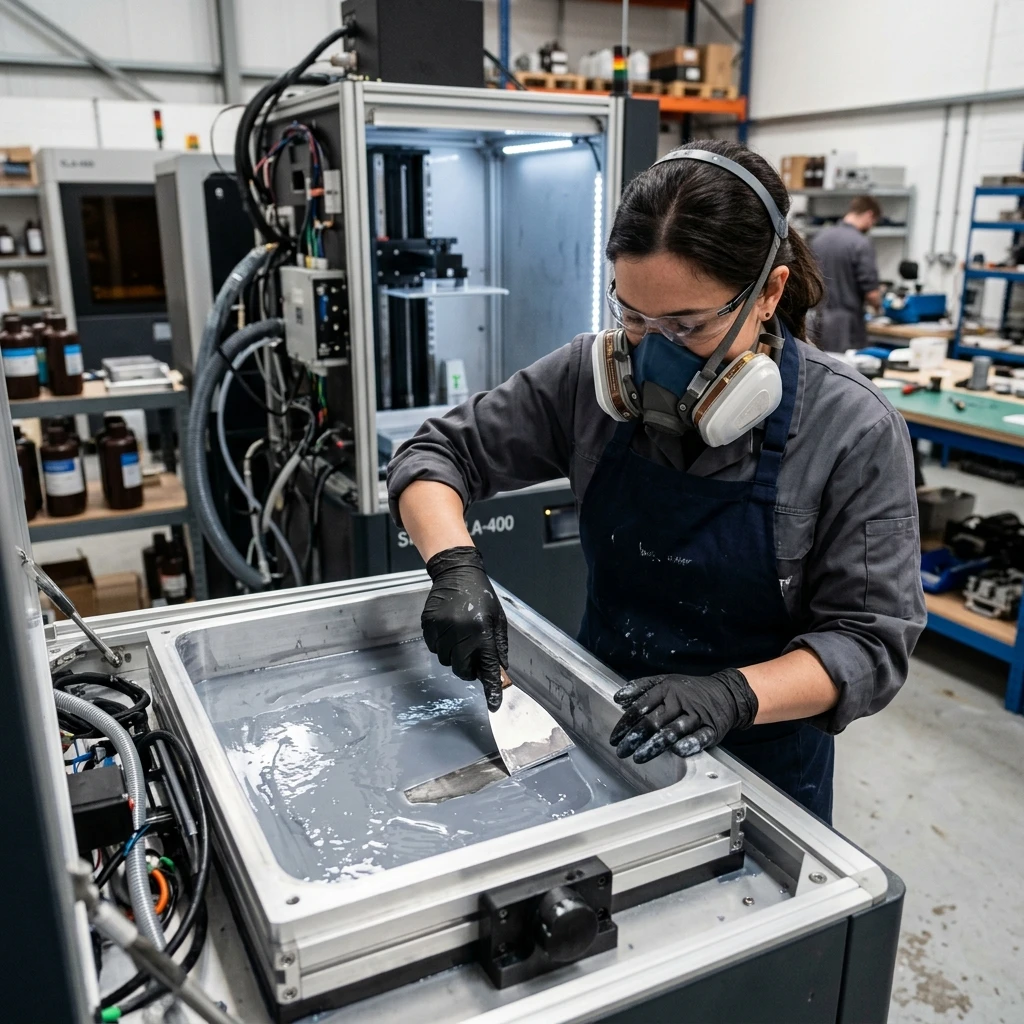
Để đảm bảo an toàn tuyệt đối cho sức khỏe trong quá trình vận hành máy in và hậu xử lý sản phẩm resin, người thao tác cần tuân thủ nghiêm ngặt các nguyên tắc bảo hộ lao động dưới đây:
- Đeo găng tay Nitrile: Luôn đeo găng tay Nitrile dày khi tiếp xúc với resin lỏng hoặc cồn rửa bẩn. Tuyệt đối không dùng găng tay cao su tự nhiên (Latex) vì các monomer trong resin lỏng có khả năng thấm xuyên qua lớp cao su Latex rất nhanh chỉ trong vài phút.
- Đeo kính bảo hộ: Khi bóc gỡ cấu trúc support từ chi tiết nhựa resin chưa sấy UV chín hoàn toàn, các mảnh vụn nhựa nhỏ chứa resin lỏng dễ bị bắn văng ra ngoài. Đeo kính bảo hộ giúp bảo vệ mắt khỏi nguy cơ tổn thương giác mạc do resin lỏng dính vào.
- Làm việc nơi thông thoáng: Máy in resin lỏng và bể rửa cồn luôn phát tán một lượng hơi hóa chất hữu cơ bay hơi có mùi khó chịu. Hãy đặt thiết bị in ở phòng có cửa sổ thông gió tốt hoặc trang bị thêm hệ thống lọc không khí màng than hoạt tính chuyên dụng.
- Xử lý chất thải thân thiện môi trường: Tuyệt đối không được đổ trực tiếp cồn rửa chứa resin lỏng chưa lưu hóa ra hệ thống cống thoát nước sinh hoạt gia đình. Chất lỏng này cực kỳ độc hại đối với hệ sinh thái nước ngọt. Cách xử lý chuẩn là đổ dung dịch phế thải vào khay đục rồi phơi trực tiếp dưới ánh nắng mặt trời. Dưới tác động của tia UV tự nhiên, toàn bộ resin lỏng lơ lửng sẽ hóa rắn hoàn toàn. Sau đó, bạn tiến hành lọc bỏ phần bã rắn để vứt vào thùng rác thải nhựa thông thường, phần cồn sạch phía trên có thể tái sử dụng để rửa thô.
Những Câu Hỏi Thường Gặp Về Nhựa Resin In 3D
Dưới đây là các giải đáp chi tiết từ đội ngũ kỹ thuật của GN3D cho những thắc mắc thường gặp nhất của khách hàng trong quá trình lựa chọn và gia công các dòng vật liệu resin nhạy sáng.
Tại sao các sản phẩm in bằng nhựa resin tiêu chuẩn thường tự nứt vỡ sau một thời gian ngắn trưng bày?
Hiện tượng sản phẩm resin tiêu chuẩn tự rạn nứt hoặc cong vênh sau khi in thường bắt nguồn từ việc lưu hóa quá mức (over-curing) hoặc phân bổ ứng suất co ngót không đồng đều bên trong chi tiết. Ánh nắng mặt trời tự nhiên chứa tia UV cường độ cao sẽ liên tục kích hoạt phản ứng quang hóa còn sót lại trong sản phẩm, làm tăng mật độ liên kết chéo của polyme khiến nhựa ngày càng bị giòn hóa. Để ngăn ngừa hiện tượng này, sau khi sấy UV hoàn thiện sản phẩm ở mức vừa đủ, bạn nên phủ lên bề mặt chi tiết một lớp sơn bảo vệ chống tia cực tím (UV-resistant clear coat) để cách ly hoàn toàn sản phẩm khỏi nguồn sáng UV bên ngoài.
Nhựa resin chịu lực Tough có thể thay thế hoàn toàn nhựa ABS in bằng công nghệ FDM được không?
Mặc dù nhựa resin chịu lực sở hữu các thông số độ bền kéo và độ bền uốn rất tiệm cận với nhựa ABS đúc phun, nó vẫn không thể thay thế hoàn toàn nhựa ABS in FDM cho các cụm cơ khí chịu tải trọng động nặng kéo dài hoặc làm việc trong môi trường nhiệt độ cao (trên 60°C). Bản chất của liên kết polyme hóa rắn bằng ánh sáng nhạy cảm hơn với nhiệt độ, dễ xảy ra hiện tượng biến dạng từ biến (creep) dưới tác động của lực ép liên tục theo thời gian. Do đó, đối với các chi tiết kỹ thuật lắp máy chịu lực nặng liên tục, công nghệ in FDM sử dụng cuộn nhựa ABS hoặc Nylon nguyên bản vẫn là sự lựa chọn tối ưu về mặt cơ tính dài lâu.
Nhựa resin đúc sáp có thể đúc được các kim loại nhiệt độ cao như vàng 18K hoặc bạch kim không?
Nhựa resin đúc sáp chất lượng cao tại xưởng liên kết của GN3D hoàn toàn đáp ứng tốt quy trình đúc các loại kim loại quý có nhiệt độ nóng chảy cao như vàng 18K, 24K hoặc bạch kim. Nhờ chứa hàm lượng sáp hữu cơ tinh khiết cao, nhựa sẽ bay hơi sạch hoàn toàn ở nhiệt độ thiêu kết khuôn thạch cao, không để lại muội than carbon hay cặn bẩn trong lòng khuôn. Tuy nhiên, lưu ý là khi đúc bạch kim (nhiệt độ nóng chảy trên 1700°C), bạn bắt buộc phải sử dụng bột thạch cao chịu nhiệt chuyên dụng liên kết phosphat (phosphate-bonded investment) thay vì thạch cao thạch anh thông thường để tránh nứt vỡ khuôn đúc dưới nhiệt độ cao của dòng kim loại lỏng.
Làm thế nào để bảo quản nhựa resin lỏng thừa trong máy in sau khi hoàn thành đơn hàng?
Nếu bạn không có kế hoạch in liên tục trong vòng 48 giờ tiếp theo, không nên để nhựa lỏng thừa trực tiếp trong khay chứa của máy in không có nắp đậy chắn sáng chuyên dụng. Cách bảo quản đúng kỹ thuật là chuẩn bị một phễu lọc giấy có lưới mịn (kích thước lưới khoảng 190 micron) đặt lên miệng chai chứa nhựa ban đầu (yêu cầu chai nhựa đục làm bằng nhựa HDPE màu đen hoặc hổ phách chắn sáng). Tiến hành đổ toàn bộ nhựa thừa từ khay chứa qua phễu lọc để giữ lại các mẩu nhựa vụn đông cứng lơ lửng. Vặn chặt nắp chai và lưu trữ ở nơi khô ráo, thoáng khí, nhiệt độ duy trì ổn định từ 15°C đến 25°C, tránh xa mọi nguồn sáng tự nhiên trực tiếp.
Để tối ưu hóa chi phí và lựa chọn đúng chủng loại vật liệu nhựa in cho mô hình thử nghiệm hoặc linh kiện kỹ thuật của mình, hãy liên hệ trực tiếp với GN3D. Chúng tôi cung cấp giải pháp tư vấn kỹ thuật chuyên sâu và gửi báo giá in 3D miễn phí nhanh chóng cho mọi dự án của bạn.