So Sánh Bàn In PEI vs Bàn Kính Cường Lực: Đâu Là Bề Mặt Bám Nhựa Tốt Nhất? là một phần quan trọng trong lĩnh vực gia công chế tạo bồi đắp và thiết kế kỹ thuật, giúp tối ưu hóa chất lượng sản phẩm in 3D thực tế và nâng cao hiệu quả vận hành thiết bị cơ khí.
| Thông số vận hành | Công nghệ FDM | Công nghệ SLA | Tác động hiệu năng |
|---|---|---|---|
| Tốc độ di chuyển | 60–150 mm/s | N/A (quét UV/Laser) | Ảnh hưởng trực tiếp thời gian in |
| Layer Height tiêu chuẩn | 0.12–0.28 mm | 0.025–0.05 mm | Độ mịn bề mặt và độ phân giải |
| Độ co ngót cơ học | 0.1% - 3.0% (theo nhựa) | Rất thấp (dưới 0.1%) | Độ sai lệch kích thước lắp ráp |
| Ứng dụng chính | Chế tạo Jig, đồ gá cơ khí | Tượng chi tiết cao, trang sức | Quyết định công nghệ đầu tư |
Trong quá trình vận hành máy in 3D FDM, việc lựa chọn một bề mặt bám nhựa phù hợp quyết định đến 90% sự thành bại của lớp in đầu tiên. Nếu sản phẩm bị bong tróc hoặc cong vênh (warping), toàn bộ quá trình in sẽ thất bại, gây lãng phí thời gian và vật liệu của bạn. Hiện nay, hai giải pháp phổ biến nhất được các kỹ sư và xưởng gia công cơ khí tin dùng là bàn in pei thép lò xo đàn hồi và bàn kính cường lực carborundum. Mỗi loại bề mặt sở hữu những đặc tính vật lý riêng biệt, phù hợp cho từng loại nhựa in và nhu cầu gia công khác nhau.
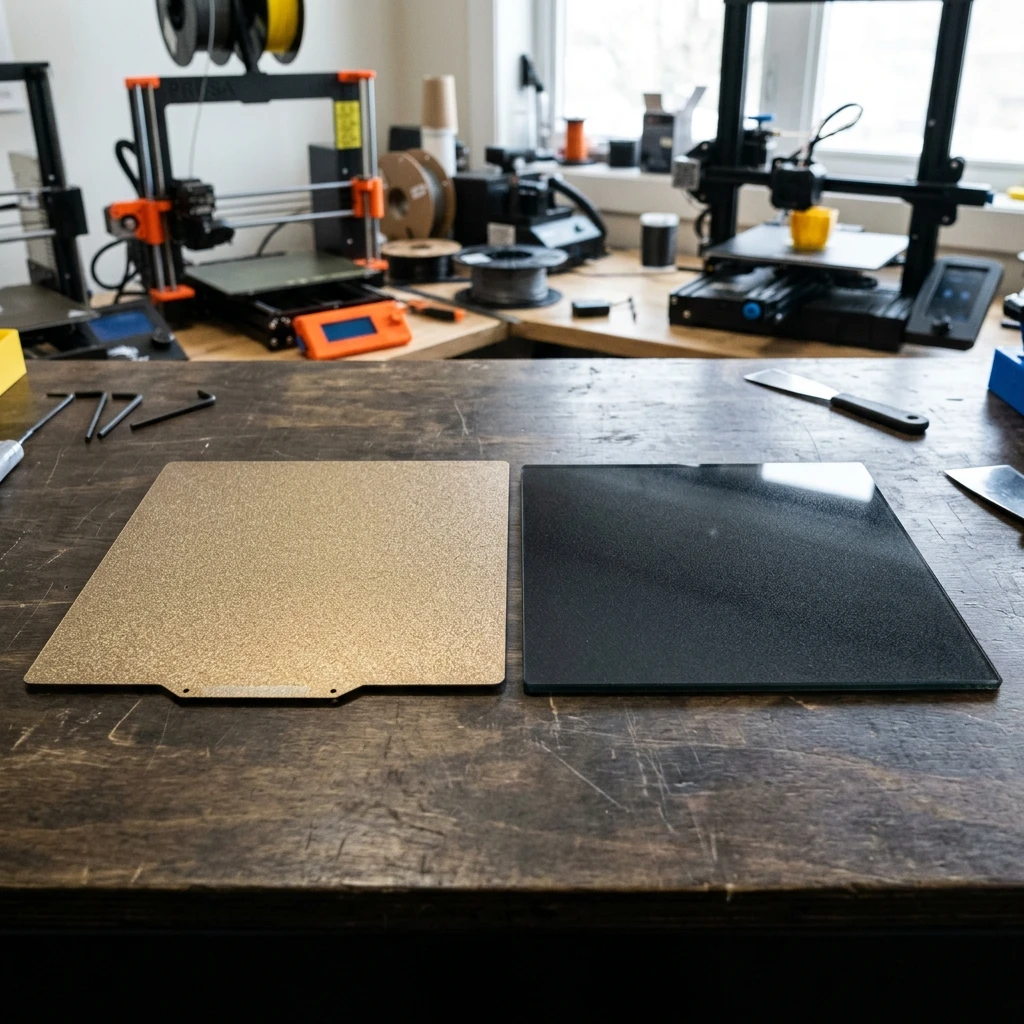
Bàn in PEI (Polyetherimide): Là bề mặt in chế tạo từ tấm thép lò xo đàn hồi phủ lớp nhựa PEI nhám hoặc trơn, giúp nhựa bám chắc khi nóng và tự động bong ra khi nguội nhờ khả năng uốn cong linh hoạt của tấm thép.
| Tiêu chí so sánh | Bàn in PEI Thép Lò Xo | Bàn Kính Cường Lực Carborundum |
|---|---|---|
| Độ phẳng bề mặt | Tương đối phẳng (phụ thuộc vào độ phẳng của bàn nhiệt bên dưới). | Phẳng tuyệt đối (không bị võng hay biến dạng dưới nhiệt độ cao). |
| Độ bám nhựa (Bed Adhesion) | Rất mạnh với PLA, PETG, TPU, ABS mà không cần bôi keo hỗ trợ. | Khá tốt, nhưng PETG và TPU bám quá chặt dễ gây mẻ kính, ABS dễ bị bong. |
| Gỡ sản phẩm sau khi in | Dễ dàng (chỉ cần tháo tấm thép lò xo ra và uốn cong nhẹ là sản phẩm tự bong). | Khó hơn (phải chờ nguội hoàn toàn hoặc dùng dung dịch cồn, dao sủi để cậy). |
| Bề mặt đáy sản phẩm | Đáy nhám mịn thẩm mỹ (PEI nhám) hoặc láng mịn (PEI trơn). | Đáy siêu phẳng và bóng gương bóng loáng rất đẹp. |
| Độ bền và bảo trì | Độ bền cao, không sợ rơi vỡ, dễ bị trầy xước nếu Z-offset quá thấp. | Tuổi thọ cao nhưng nặng, có nguy cơ nứt vỡ hoặc mẻ kính nếu gỡ PETG/TPU sai cách. |
| Khả năng truyền nhiệt | Truyền nhiệt nhanh và đều nhờ lõi thép mỏng dẫn nhiệt tốt. | Truyền nhiệt chậm hơn, cần thời gian để nhiệt độ phân bổ đều toàn bề mặt. |
Bản Chất Vật Lý và Cấu Tạo Kỹ Thuật Của Hai Loại Bề Mặt
Để hiểu rõ tại sao mỗi bề mặt in lại có những phản ứng khác nhau đối với từng loại nhựa, chúng ta cần đi sâu phân tích cấu trúc vật lý của tấm PEI thép lò xo và kính cường lực carborundum.
Bàn in PEI (Polyetherimide) cấu tạo gồm ba thành phần chính xếp chồng lên nhau. Dưới cùng là lớp băng keo chịu nhiệt độ cao để dán cố định một tấm nam châm dẻo từ tính lên bàn nhiệt máy in. Phía trên là tấm thép lò xo đàn hồi có độ dày khoảng 0.4mm đến 0.6mm. Lớp trên cùng tiếp xúc trực tiếp với nhựa in là nhựa vô định hình PEI. Lớp PEI này có hai phiên bản: PEI nhám (textured PEI) được tạo ra bằng cách phủ bột PEI bằng phương pháp tĩnh điện, tạo ra các vân hạt nhỏ li ti trên bề mặt; và PEI trơn (smooth PEI) là một tấm phim PEI mỏng dán phẳng lên tấm thép. Tấm thép lò xo này có thể tháo rời khỏi đế nam châm một cách nhanh chóng.
Đối lập với kết cấu lắp ghép của tấm PEI, bàn kính cường lực carborundum là một khối kính borosilicate đồng nhất có độ dày từ 3mm đến 4mm. Kính borosilicate nổi tiếng với hệ số giãn nở nhiệt cực thấp, giúp duy trì mặt phẳng hoàn hảo ngay cả khi bị nung nóng liên tục ở nhiệt độ trên 100°C. Bề mặt kính được phủ một lớp silicon carbide siêu mỏng bằng công nghệ phun hạt. Lớp phủ này chứa hàng triệu lỗ vi mô phân bố đều. Khi bàn in nóng lên, các lỗ vi mô này nở ra và giữ chặt sợi nhựa nóng chảy. Khi nguội đi, chúng co lại, ép nhựa ra ngoài và tự giải phóng sản phẩm in.
Đánh Giá Chi Tiết Độ Bám Nhựa (Bed Adhesion) Với Từng Loại Vật Liệu
Khả năng bám dính của nhựa trên bàn in quyết định độ chính xác hình học của mẫu in. Sự khác biệt về liên kết hóa học giữa bề mặt PEI và kính cường lực dẫn đến hiệu quả bám bàn hoàn toàn khác nhau đối với từng loại vật liệu in 3D phổ biến.
Khi in nhựa PLA tiêu chuẩn, cả hai loại bàn in đều thể hiện hiệu năng bám dính rất tốt. Nhựa PLA có nhiệt độ kính hóa thấp (khoảng 60°C) và độ co ngót nhiệt rất nhỏ, nên hầu như không gặp khó khăn trong việc bám dính. Tuy nhiên, với bàn kính cường lực, bạn cần lau sạch dấu vân tay và bụi bẩn bằng cồn isopropyl (IPA) trước mỗi lần in, vì chỉ một vết dầu mỡ nhỏ từ da tay cũng có thể làm PLA bị bong ở các góc. Với tấm PEI nhám, các vân hạt nhỏ giúp tăng diện tích tiếp xúc cơ học, giữ PLA bám cực chắc mà không đòi hỏi khâu vệ sinh quá khắt khe.
Sự khác biệt trở nên rõ ràng hơn khi chuyển sang nhựa PETG và nhựa dẻo TPU. PETG và TPU có độ bám dính rất mạnh với bề mặt thủy tinh của bàn kính cường lực. Nếu bạn in trực tiếp hai loại nhựa này lên kính cường lực mà không bôi một lớp keo khô PVA hoặc keo xịt tóc làm lớp ngăn cách, lực liên kết hóa học khi nhựa nguội đi có thể lớn hơn cả lực liên kết giữa các phân tử thủy tinh. Kết quả là khi bạn cố gắng gỡ sản phẩm in, một phần bề mặt kính cường lực sẽ bị kéo bong ra theo đáy sản phẩm, gây hỏng bàn in vĩnh viễn. Trong khi đó, bàn in PEI nhám là khắc tinh của lỗi này. Sự đàn hồi của lớp phủ PEI kết hợp với khả năng uốn cong của tấm thép giúp việc bóc PETG và TPU trở nên an toàn và dễ dàng.
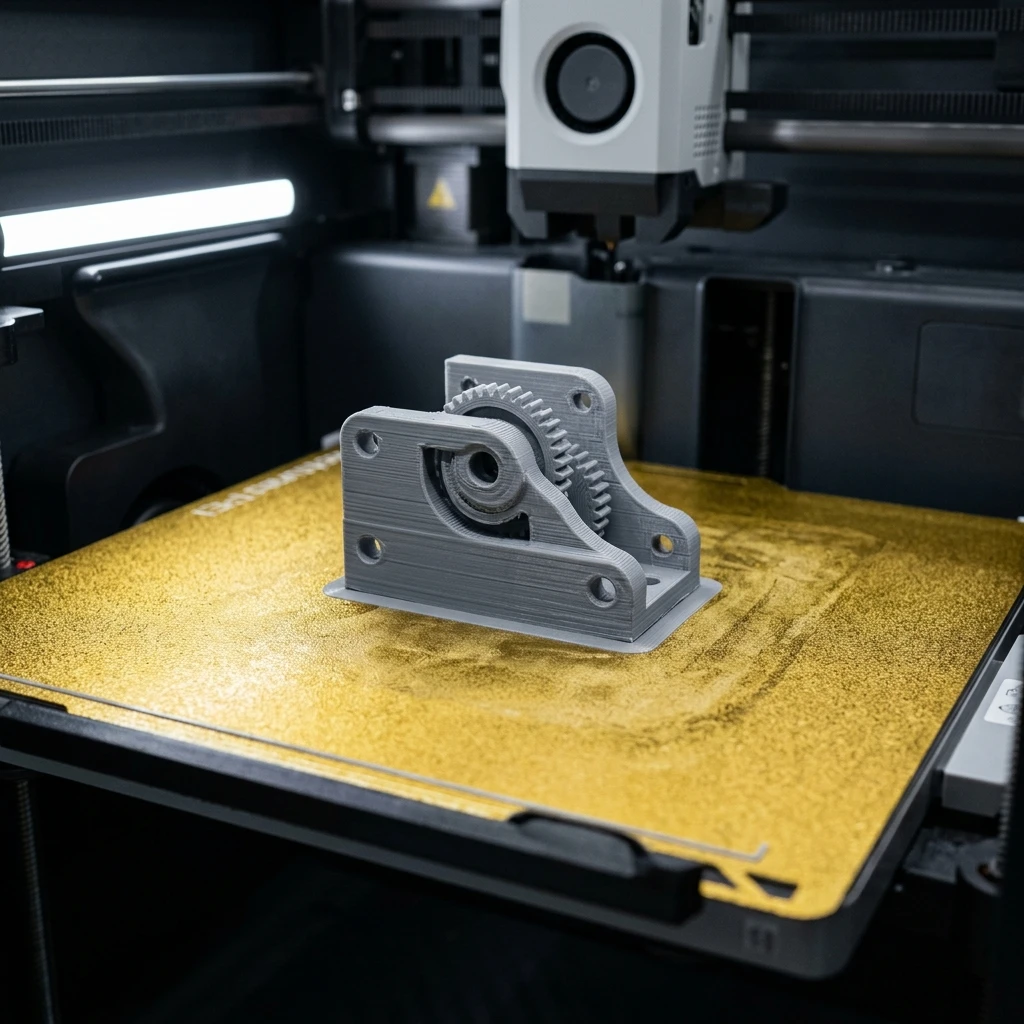
Đối với nhựa kỹ thuật có độ co ngót lớn như ABS, việc chống cong vênh (warping) là một thử thách thực sự. Nhựa ABS nguội đi rất nhanh và lực co ngót nội tại dễ dàng kéo bật chân đế sản phẩm ra khỏi bàn in. Trên bàn kính cường lực, ABS cực kỳ khó bám nếu không sử dụng thêm dung dịch keo dán chuyên dụng và duy trì nhiệt độ bàn in ở mức tối thiểu 100°C trong suốt thời gian chạy máy. Bàn in PEI nhám giải quyết vấn đề này tốt hơn nhiều nhờ độ bám hóa học tự nhiên của PEI với ABS nóng chảy ở nhiệt độ cao. Tại xưởng in 3D GN3D, khi cần tạo mẫu thử nhanh các linh kiện cơ khí bằng nhựa ABS, chúng tôi luôn ưu tiên sử dụng hệ máy in Bambu Lab trang bị bàn PEI nhám để kiểm soát dung sai đạt mức ±0.1mm chuẩn xác.
Trải Nghiệm Sử Dụng Thực Tế: Tiện Ích Gỡ Sản Phẩm Và Độ Bền Vận Hành
Quy trình vận hành hàng ngày tại xưởng in đòi hỏi sự tối ưu hóa về thời gian tháo dỡ sản phẩm và tuổi thọ của thiết bị nhằm giảm thiểu chi phí bảo trì.
Bàn in PEI thép lò xo mang lại trải nghiệm gỡ sản phẩm nhanh chóng vượt trội. Ngay khi máy hoàn thành lệnh in, bạn chỉ cần nhấc tấm thép lò xo ra khỏi đế nam châm (lúc này nhiệt độ bàn in khoảng 40°C đến 50°C), dùng hai tay uốn cong nhẹ tấm thép lò xo. Tách! Sản phẩm in sẽ tự động bong ra hoàn toàn mà không cần sử dụng bất kỳ dụng cụ hỗ trợ nào như dao sủi hay búa gõ cao su. Điều này giúp bảo vệ tối đa cấu trúc của các chi tiết mỏng manh, tránh lỗi gãy vỡ do lực tác động vật lý khi tháo mẫu. Quy trình này giúp tiết kiệm đến 80% thời gian chờ đợi và xử lý sau khi in so với các phương pháp cũ.
Ngược lại, bàn kính cường lực yêu cầu sự kiên nhẫn. Bạn bắt buộc phải chờ bàn kính nguội hoàn toàn về nhiệt độ phòng (khoảng dưới 30°C). Khi nhiệt độ giảm, lớp phủ silicon carbide co lại, tạo ra lực đẩy tự nhiên giúp sản phẩm tự bong. Nếu bạn cố gắng gỡ sản phẩm khi bàn kính còn nóng, nhựa vẫn đang trong trạng thái liên kết chặt và việc dùng dao sủi để cậy không chỉ làm xước lớp phủ carborundum mà còn có nguy cơ làm mẻ kính hoặc gây tai nạn lao động cho người vận hành.
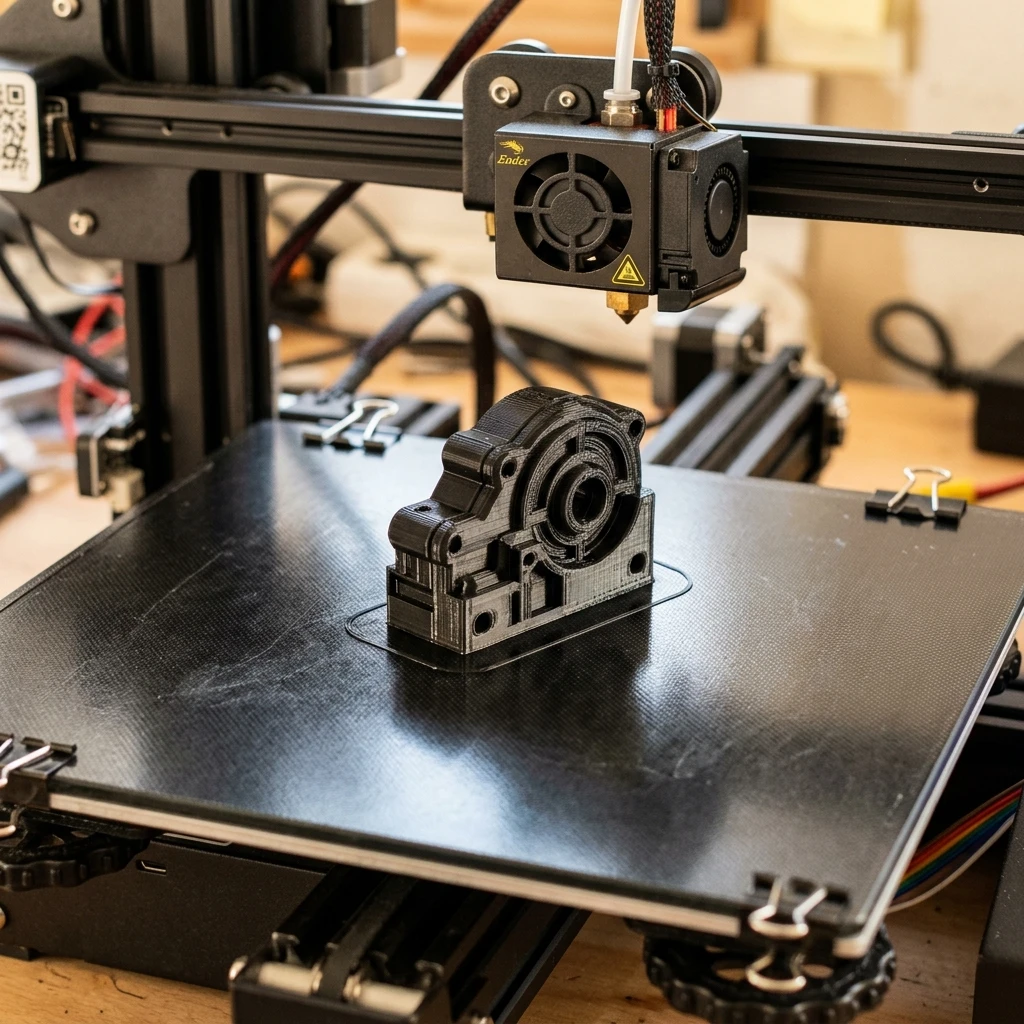
Về độ bền vật lý, bàn kính cường lực có ưu điểm là rất cứng, khó bị trầy xước bởi các dụng cụ kim loại và không sợ bị mài mòn bởi đầu phun (nozzle) cọ xát nhẹ. Tuy nhiên, kính cường lực có trọng lượng nặng, làm tăng quán tính của bàn in theo trục Y trên các máy in cấu trúc Bed Slinger (như Creality Ender 3), dẫn đến hiện tượng kéo sợi (stringing) hoặc lỗi sóng bề mặt khi in tốc độ cao. Tấm PEI thép lò xo nhẹ hơn nhiều, giúp máy in đạt tốc độ cao ổn định nhưng bề mặt PEI lại khá nhạy cảm. Lớp phủ PEI rất dễ bị trầy xước, rách hoặc phồng rộp nếu đầu phun bị va quẹt trực tiếp do lỗi thiết lập Z-offset quá thấp.
Case Study Từ GN3D: Giải Quyết Lỗi Cong Vênh Khi Gia Công Đồ Gá Nhựa ABS Khổ Lớn
Đội ngũ kỹ sư tại xưởng gia công (tọa lạc tại số 142 Liên Khu 5-6, Bình Tân, TP.HCM) từng tiếp nhận một đơn hàng gia công gấp 100 bộ đồ gá định vị linh kiện điện tử bằng nhựa ABS kỹ thuật chịu nhiệt. Yêu cầu của chi tiết rất khắt khe: Kích thước phủ bì đạt 240×160×110mm, mặt đáy của đồ gá phải phẳng lì để đặt khớp lên mặt bàn thao tác của công nhân, dung sai kích thước lắp ráp giới hạn trong khoảng ±0.1mm.
Trong lượt chạy máy thử nghiệm đầu tiên trên hệ máy in FDM khổ lớn trang bị bàn kính cường lực, mặc dù đã bôi keo dán giấy PVA hỗ trợ bám bàn và setup nhiệt độ bàn in lên tới 105°C, hiện tượng co ngót của ABS vẫn xảy ra nghiêm trọng. Do lực co ngót của khối nhựa đặc kích thước lớn quá mạnh, bốn góc của đồ gá bị cong vênh lên khoảng 1.8mm so với mặt bàn phẳng, khiến sản phẩm bị loại do sai lệch dung sai lắp ghép.
Nhận thấy nút thắt nằm ở lực bám bề mặt không đủ thắng lực co ngót của ABS, kỹ sư kỹ thuật đã quyết định chuyển toàn bộ đơn hàng sang hệ máy in Bambu Lab P1S trang bị bàn in PEI nhám thép lò xo. Chúng tôi tinh chỉnh nhiệt độ bàn in ở mức 95°C và bật tính năng sấy buồng in thụ động của máy. Nhờ cấu trúc vân nhám micro-texture của tấm PEI, diện tích tiếp xúc thực tế của lớp nhựa đầu tiên tăng lên đáng kể, tạo ra lực liên kết cơ học rất vững chắc với nhựa ABS nóng chảy. Kết quả là 100% sản phẩm ra lò có mặt đáy phẳng tuyệt đối, hoàn toàn loại bỏ lỗi cong vênh, dung sai đạt chuẩn ±0.08mm. GN3D đã hoàn thành bàn giao toàn bộ đơn hàng chỉ sau 48 giờ chạy máy liên tục, nhận được sự đánh giá rất cao từ phía đối tác cơ khí.
Hướng Dẫn Lựa Chọn Bề Mặt In Phù Hợp Cho Từng Nhu Cầu Gia Công
Không có bề mặt in nào hoàn hảo cho mọi trường hợp. Việc lựa chọn bàn in PEI hay bàn kính cường lực phụ thuộc vào đặc tính sản phẩm in, loại vật liệu nhựa và yêu cầu về năng suất sản xuất của bạn.
Bạn nên đầu tư và sử dụng bàn in PEI thép lò xo nếu xưởng in của bạn hoạt động theo mô hình dịch vụ, đòi hỏi năng suất cao và xoay vòng máy nhanh. PEI là bề mặt in đa năng, tương thích tốt với hầu hết các loại nhựa từ PLA, PETG, TPU đến ABS mà không cần bôi keo trợ bám. Khả năng tháo mẫu tức thì bằng cách uốn cong tấm thép giúp rút ngắn lead time sản xuất xuống mức tối thiểu, bảo vệ sản phẩm khỏi các hư hại vật lý khi bóc mẫu.
Ngược lại, bàn kính cường lực carborundum vẫn giữ được vị trí quan trọng trong các trường hợp yêu cầu chất lượng bề mặt đáy sản phẩm đạt độ phẳng tuyệt đối hoặc bóng gương. Các chi tiết ốp vỏ thiết bị công nghiệp, mặt trước hộp sản phẩm cần độ láng mịn cao sẽ có chất lượng hoàn thiện tốt nhất khi in trên mặt kính trơn. Ngoài ra, bàn kính cường lực cũng là giải pháp kinh tế cho các dòng máy in khổ lớn (từ 400×400×400mm trở lên), nơi chi phí sản xuất một tấm thép lò xo PEI phẳng và tấm nam châm dính đi kèm trở nên rất đắt đỏ và dễ bị võng nhiệt ở khu vực trung tâm.
Câu Hỏi Thường Gặp Khi Sử Dụng Bàn In Máy In 3D (FAQ)
Để giúp bạn tối ưu hóa quá trình vận hành và bảo trì các loại bề mặt bám nhựa máy in 3D, các kỹ sư kỹ thuật đã tổng hợp và giải đáp các thắc mắc phổ biến nhất từ thực tế sản xuất:
Bàn in PEI nhám có cần bôi keo dán giấy hoặc keo xịt tóc để bám nhựa không?
Thông thường là không cần. Đối với các loại nhựa phổ biến như PLA, PETG, ABS, bề mặt PEI nhám đạt độ bám dính tự nhiên rất tốt khi được gia nhiệt đúng chuẩn (PLA: 55°C – 60°C, PETG: 70°C – 80°C, ABS: 90°C – 100°C). Chỉ khi in các chi tiết nhựa dẻo TPU trên bàn PEI trơn (smooth PEI), bạn mới cần bôi một lớp keo khô mỏng. Lớp keo này không phải để tăng bám dính mà đóng vai trò làm lớp ngăn cách (release agent) giúp bảo vệ lớp phủ PEI không bị rách khi gỡ TPU ra sau khi in.
Tại sao tấm PEI nhám của tôi in một thời gian bị mất độ bám nhựa?
Nguyên nhân phổ biến nhất là do tích tụ dầu mỡ từ dấu vân tay của người vận hành khi chạm tay trực tiếp tháo lắp sản phẩm. Để khắc phục, bạn chỉ cần tháo tấm PEI ra và rửa sạch bằng nước ấm cùng xà phòng rửa chén (Dish soap) bằng một miếng bọt biển mềm, sau đó lau khô hoàn toàn. Tránh dùng cồn isopropyl (IPA) lau liên tục trên các tấm PEI nhám chất lượng thấp vì cồn có thể làm khô, giòn và nứt lớp phủ bột PEI theo thời gian.
Làm thế nào để xử lý các vết trầy xước sâu trên bàn kính cường lực?
Kính cường lực có độ cứng bề mặt cao nhưng một khi đầu phun bị cạ sâu gây xước hoặc bong tróc mảng kính do bóc nhựa PETG sai cách, bề mặt kính không thể phục hồi được. Cách xử lý đơn giản nhất là bạn lật ngược tấm kính lại để in trên bề mặt kính trơn nguyên bản của nó, sử dụng thêm keo dán giấy để hỗ trợ bám bàn. Nếu cả hai mặt kính đều bị trầy xước nặng hoặc mẻ góc, bạn nên thay tấm kính mới để đảm bảo độ phẳng và độ bóng mịn cho lớp in đầu tiên.
Tấm PEI thép lò xo và đế nam châm chịu được nhiệt độ tối đa là bao nhiêu?
Hầu hết các tấm PEI thép lò xo chất lượng cao có thể hoạt động ổn định ở nhiệt độ lên tới 120°C mà không bị biến dạng cấu trúc hoặc bong keo dán. Tuy nhiên, giới hạn thực sự nằm ở tấm nam châm dẻo từ tính dán trên bàn nhiệt máy in. Các dòng nam châm giá rẻ có thể bị mất từ tính vĩnh viễn (khử từ) nếu bị nung nóng liên tục ở nhiệt độ trên 110°C. Do đó, nếu bạn thường xuyên in các loại nhựa kỹ thuật cao cấp cần nhiệt bàn in lớn, hãy đảm bảo chọn loại đế nam châm chịu nhiệt độ cao chuyên dụng.
Kết Luận và Nhận Tư Vấn Gia Công In 3D Đạt Chuẩn Kỹ Thuật
Như vậy, bàn in PEI thép lò xo mang đến sự tiện lợi, an toàn và hiệu suất ổn định cho hầu hết các tác vụ in 3D FDM hiện đại, trong khi bàn kính cường lực vẫn có giá trị riêng khi bạn cần chất lượng bề mặt đáy phẳng bóng gương tuyệt đối cho sản phẩm.
Nếu bạn đang tìm kiếm một giải pháp gia công in 3D chất lượng cao với chi phí hợp lý tại TPHCM, hãy liên hệ ngay với GN3D Studio. Với hệ thống máy in Bambu Lab đồng bộ hiện đại, đội ngũ kỹ sư giàu kinh nghiệm thực chiến và danh mục nhựa kỹ thuật đa dạng như PLA, PETG, ABS, TPU, Nylon, GN3D đảm bảo sản phẩm xuất xưởng đạt độ chính xác cao với dung sai ±0.1mm. Khách hàng sẽ nhận được báo giá in 3D miễn phí trong vòng 5 phút và tiến độ bàn giao sản phẩm nhanh chóng từ 24–48h trên toàn quốc.